

124 CHAPTER 9 LA Y O U T ST R A T E G I E S
◼ Individual workloads can usually be made to be relatively
equivalent.
◼ It usually results in low variable cost per unit.
6. Preconditions for high-volume, low-variety products are:
1. Volume is adequate for high equipment utilization
2. Product demand is stable enough to justify high invest-
ment in specialized equipment
3. The product is standardized or approaching a phase of its
life cycle that justifies investment in specialized
equipment
4. Supplies of raw material and components are adequate and
of uniform quality to ensure that they will work with the
specialized equipment.
7. Three types of work cells are the small work cell within a
plant, focused work center, and focused factory.
8. The advantages of work cells are:
◼ Reduction in work-in-process inventory
◼ Reduction in required floor space
◼ Reduced raw material and finished goods inventory
◼ Reduced direct labor cost


126 CHAPTER 9 LA Y O U T ST R A T E G I E S
(d) Plan B is the lowest cost, at $20,600.
9.3 (23 × 10) + (32 × 5) + (20 × 8) = 230 + 160 + 160 = 550
Cost = 550 × $2 = $1,100
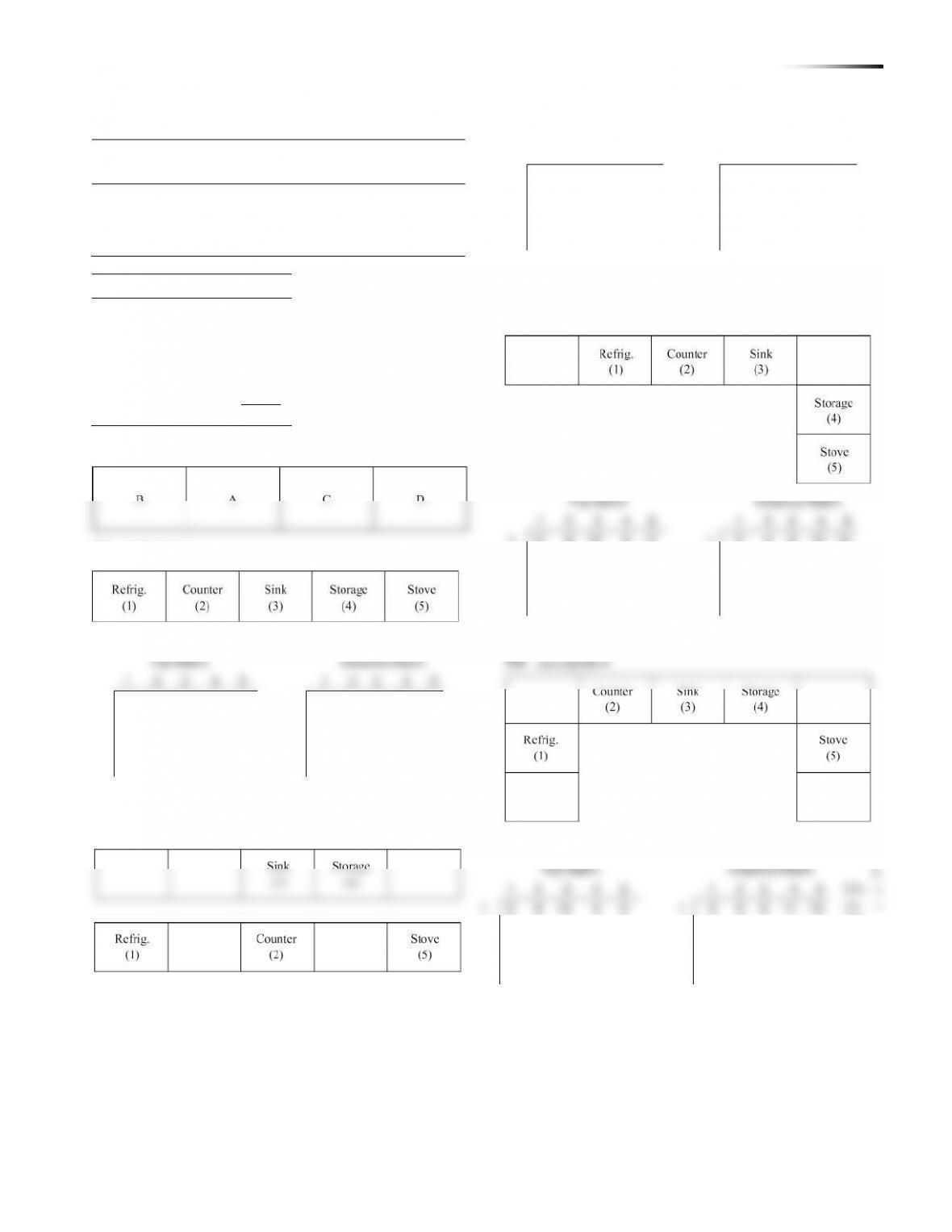
9.4 This matrix includes movements in both directions:
Here are two optimal layouts:
Movement–Distance Calculations
M → W:
125 20 =
2,500
M → D:
75 40 =
3,000
M → G:
50 20 =
1,000
M → B:
60 20 =
1,200
W → L:
75 20 =
1,500
D → G:
150 20 =
3,000
D → B:
20 20 =
400
L → G:
20 20 =
400
13,000 = Minimum distance movement for
both (symmetrical layouts)
9.5
Load Distance
A → B:
450 30 =
13,500
A → C:
550 60 =
33,000
A → D:
50 90 =
4,500
B → A:
350 30 =
10,500
B → C:
200 30 =
6,000
C → D:
750 30 =
22,500
90,000
Note: Work areas are “fixed” if using the software to reach this initial
answer.
M
W
D
L
G
B
M
—
125
75
0
50
60
W
—
0
75
0
0
D
—
0
150
20
L
—
20
0
G
—
0
B
—
Parts Moved Between Work Centers A, B, C, and D
A
B
C
D
A
0
450
550
50
B
350
0
200
0
C
0
0
0
750
D
0
0
0
0
Parts Moved—Original Layout
A
B
C
D
A
0
30
60
90
B
30
0
30
60
C
60
30
0
30
D
90
60
30
0
=
+ + +
(a) Plan A movements (20 × 6) + (12 × 18) + (8 × 2)
(6 × 4) (10 × 2) (4 × 18)
= 120 + 216 + 16 + 24 + 20 + 72
9.2
= 468 (in 100s) = 46,800
Cost = 46,800 × $0.50 = $23, 400
(b) Plan B movements = (20 × 6) + (8 ×18) + (12 × 2)
+ + + (10 × 4) (6 × 2) (4 × 18)
= 120 +144 + 24 + 40 + 12 + 72
= 412 (in 100s) = 41,200
Cost = 41,200 × $0.50 = $20,600
(c) Plan C movements = (20 × 6) + (10 ×18) + (6 × 2)
+ (8 × 4) + (12 × 2) + (4 ×18)
= 120 +180 +12 + 32 + 24 + 72
= 440 (in 100s)
= 44,000
Cost = 44,000 × $0.50 = $22,000
128 CHAPTER 9 LA Y O U T ST R A T E G I E S
(b) Layout 5:
Tij Dij = 478
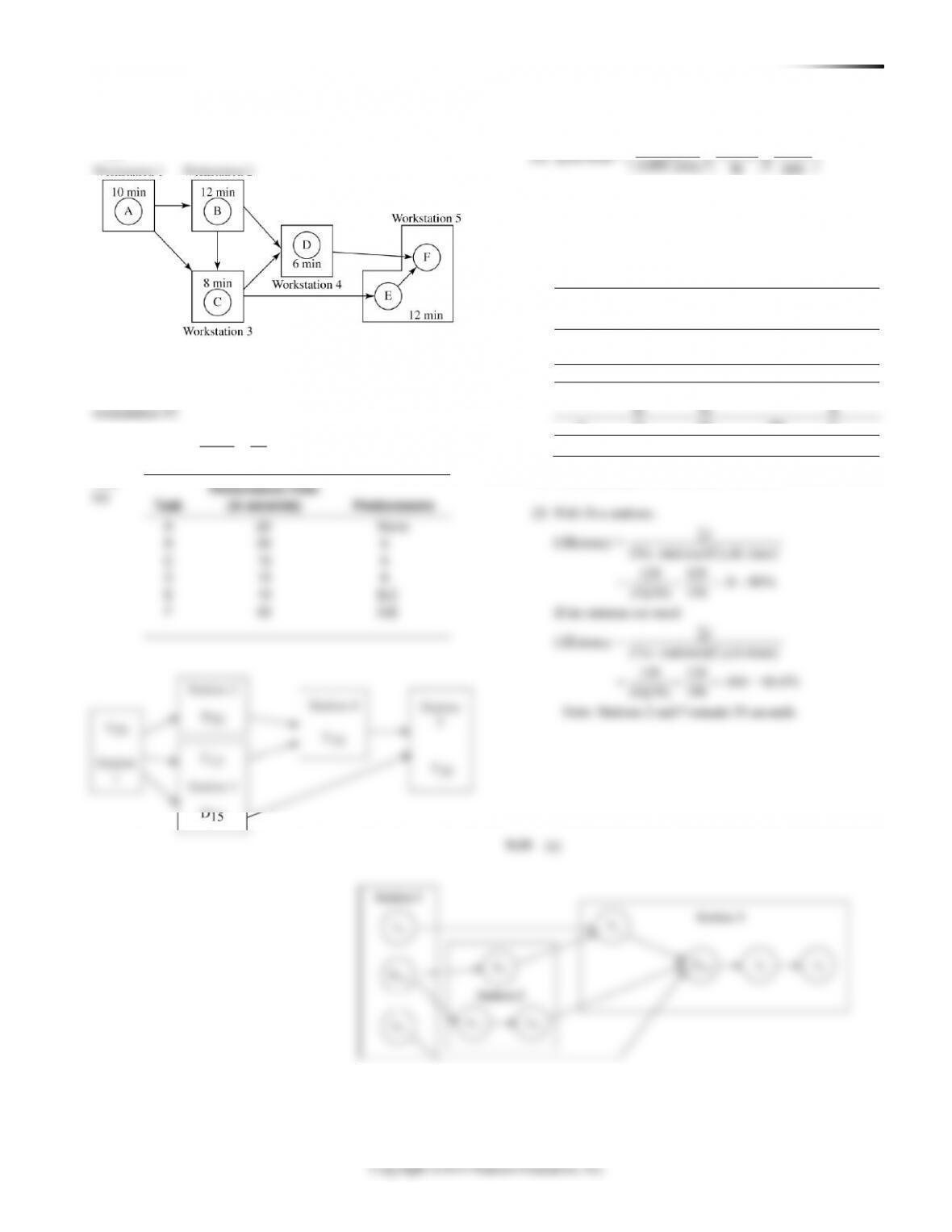
9.12
Performance Time
Task Must Follow
Task
(in minutes)
This Task
A
4
—
B
7
—
C
6
A, B
D
5
C
E
6
D
F
7
E
G
8
E
H
6
F, G
49
Trip Matrix
Distance Matrix
1
2
3
4
5
1
2
3
4
5
ref-1
0
8
13
0
0
ref-1
0
4
12
12
4
coun-2
5
0
3
3
8
coun-2
4
0
3
4
4
sink-3
3
12
0
4
0
sink-3
12
3
0
4
4
stor-4
3
0
0
0
5
stor-4
12
4
4
0
3
stov-5
0
8
4
10
0
stov-5
4
4
4
3
0
CHAPTER 9 LAYO U T ST R A T E G I E S 129
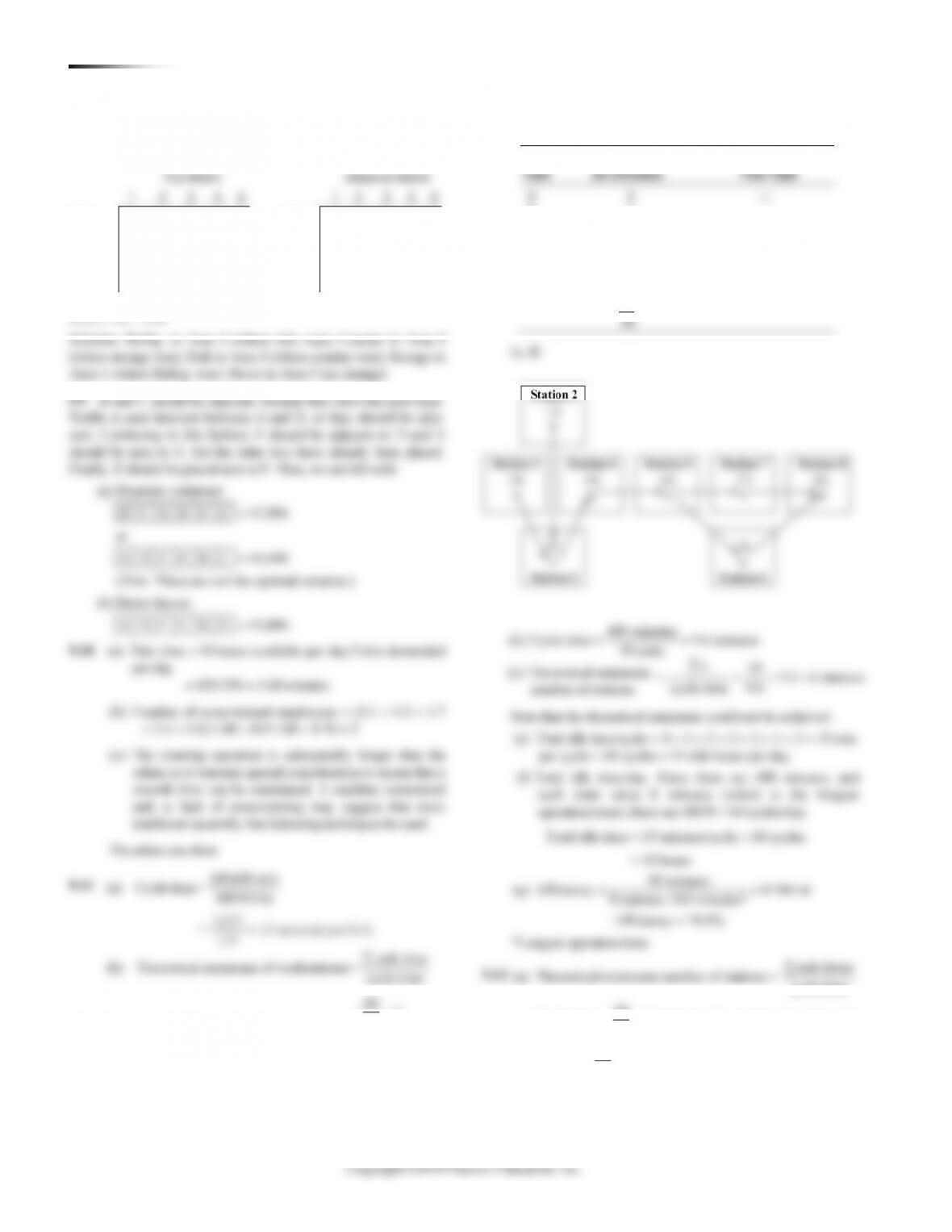
(b)
This requires 5 stations—it cannot be done with 4. There is an
alternative solution with D and E in workstation #4 and F alone in
workstation #5.
(c)
9.14
Predecessors
Predecessors
(c) t/CT = 120/30 = 4 stations is theoretical minimum.
(d) The assembly line balance for a cycle time of 30 seconds
requires five stations, as shown below and in part (a)
above.
Time
Time Left
Ready
Station
Task
(sec)
(sec)
Tasks
A
1
A
20
10
B, C, D
2
B
30
C, D
3
C
15
15
D, E
D
15
E
4
E
10
20
F
5
F
30
None
(e) Total idle time = 30 seconds (=10 + 20)
Performance Time
60 min 60 sec
40 hr
(b) cycle time =
4,800 units hr min
= 30 sec per unit
48 48
Efficiency 80% for 5 stations.
5 12 60
= = =
×
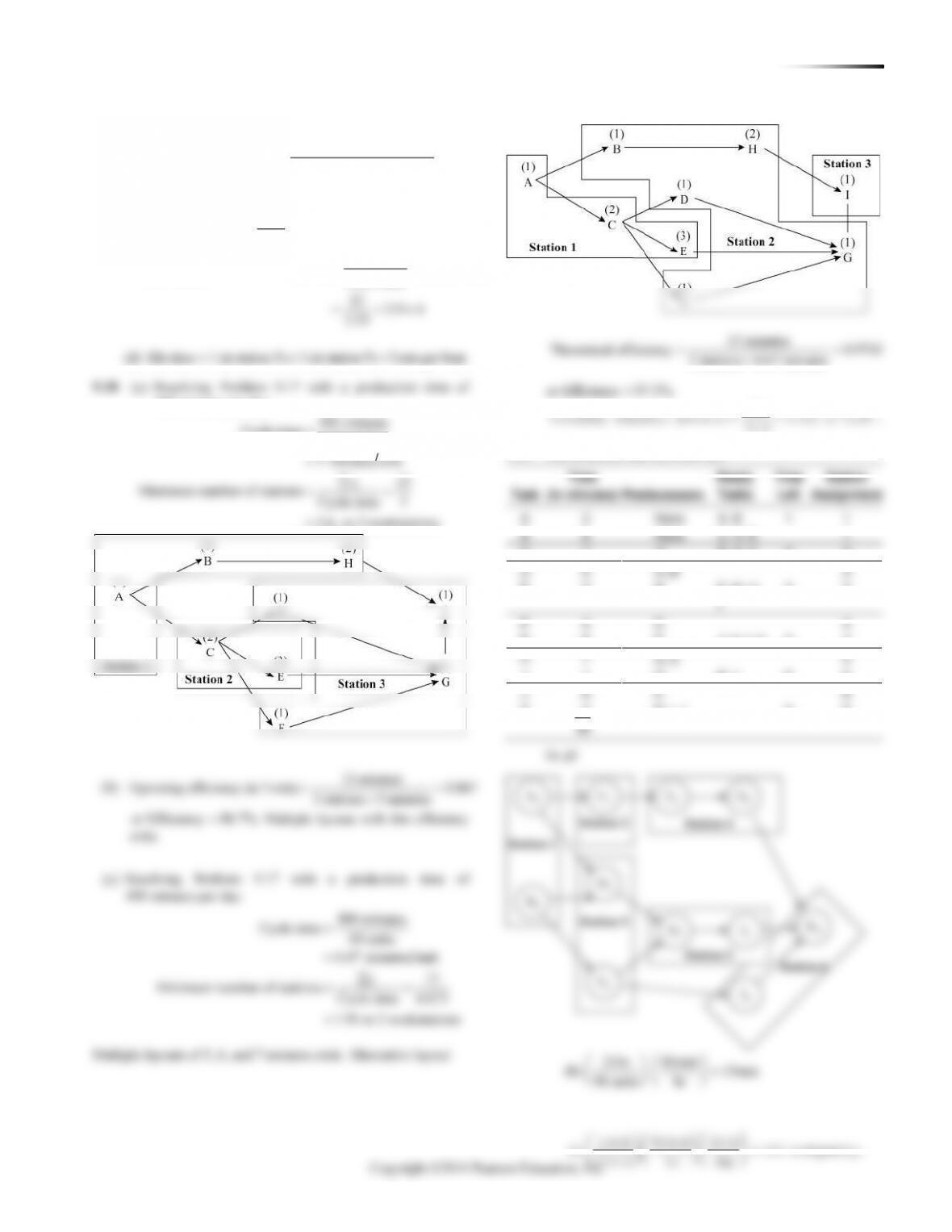
130 CHAPTER 9 LA Y O U T ST R A T E G I E S
(b) Station 1 gets A, G, and B and has 0.5 minutes left
over. Station 2 gets C, D, and E, with no time left over.
Station 3 gets F, H, I, and J and has 0.5 minutes left over.
Note: Four stations with a 7-minute cycle time is possible;
Efficiency would become:
25 89.3%
=
CHAPTER 9 LAYO U T ST R A T E G I E S 131
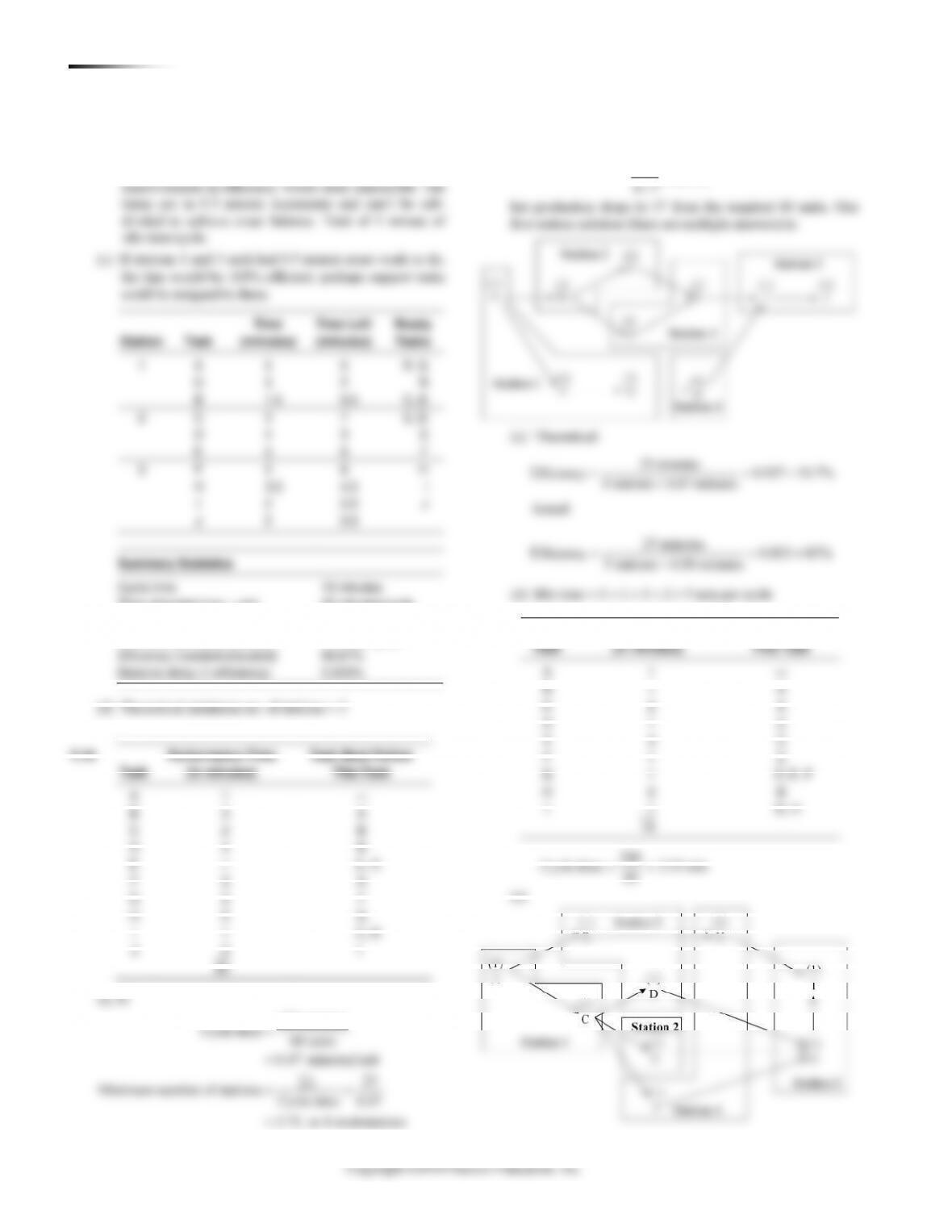
(b)
or Efficiency = 7.6% with a cycle time of 3.33.
=
(c) Theoretical minimum number of
work stations Cycle time
i
t
300 minutes per day:
400 minutes per day:
Multiple layouts of 5, 6, and 7 minutes exist. Alternative layout:
13
36
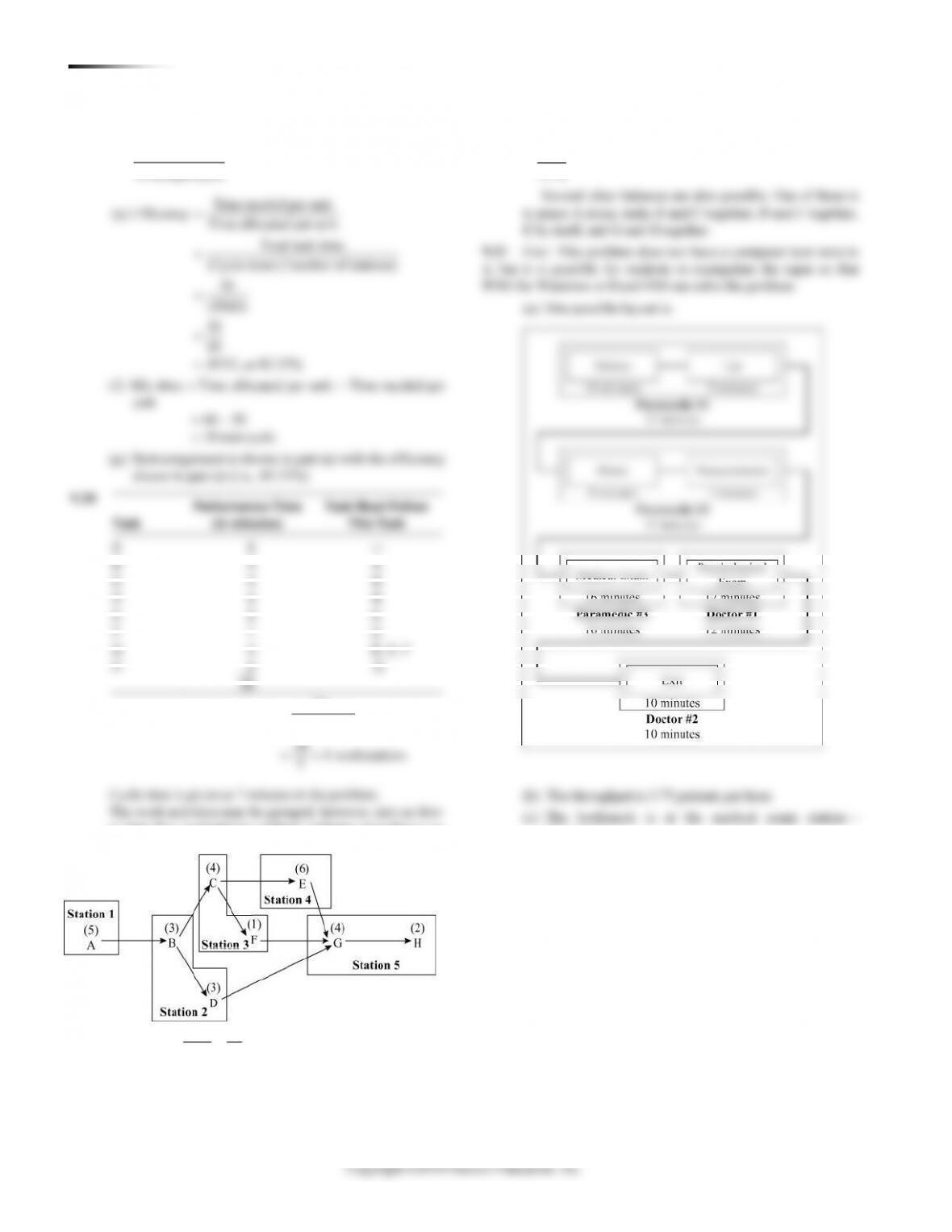
9.19 The assembly-line activities are:
Time
Ready
Time
Station
Task
(in minutes)
Predecessors
Tasks
Left
Assignment
A
3
None
A, B
1
1
B
6
None
C, D, E
1
C
7
A
D, E, F
3
2
D
5
A, B
3
E
2
B
F, G, H,
I
3
3
F
4
C
4
G
5
F
J, H, I, K
2
4
H
7
D, E
5
I
1
H
K, J
2
5
J
6
E
6
K
4
G, I, J
0
6
13
O perating efficiency 0.867, or 86.7%
53×
==
300 minutes
Cycle time 60 units
5 minutes unit
13
Minimum number of stations Cycle time 5
2.6, or 3 workstations
i
t
=
=
==
=
==
13 minutes
Theoretical efficiency 0.9758
4 stations 3.33 minutes
=
=
==
=
400 minutes
Cycle time 60 units
6.67 minutes unit
13
Minimum number of stations Cycle time 6.675
1.95 or 2 workstations
i
t
1 unit 60 m in 24 hr
(c) = 144 unitsperday.
24hr 60min
(b) 15min
96 units hr
=
132 CHAPTER 9 LA Y O U T ST R A T E G I E S
However, note that the efficiency of this particular grouping
.%
28 93 3
56
==
50 min per unit
(d) 5 stations
10 min percycle =
124 CHAPTER 9 LA Y O U T ST R A T E G I E S
◼ Individual workloads can usually be made to be relatively
equivalent.
◼ It usually results in low variable cost per unit.
6. Preconditions for high-volume, low-variety products are:
1. Volume is adequate for high equipment utilization
2. Product demand is stable enough to justify high invest-
ment in specialized equipment
3. The product is standardized or approaching a phase of its
life cycle that justifies investment in specialized
equipment
4. Supplies of raw material and components are adequate and
of uniform quality to ensure that they will work with the
specialized equipment.
7. Three types of work cells are the small work cell within a
plant, focused work center, and focused factory.
8. The advantages of work cells are:
◼ Reduction in work-in-process inventory
◼ Reduction in required floor space
◼ Reduced raw material and finished goods inventory
◼ Reduced direct labor cost
126 CHAPTER 9 LA Y O U T ST R A T E G I E S
(d) Plan B is the lowest cost, at $20,600.
9.3 (23 × 10) + (32 × 5) + (20 × 8) = 230 + 160 + 160 = 550
Cost = 550 × $2 = $1,100
9.4 This matrix includes movements in both directions:
Here are two optimal layouts:
Movement–Distance Calculations
M → W:
125 20 =
2,500
M → D:
75 40 =
3,000
M → G:
50 20 =
1,000
M → B:
60 20 =
1,200
W → L:
75 20 =
1,500
D → G:
150 20 =
3,000
D → B:
20 20 =
400
L → G:
20 20 =
400
13,000 = Minimum distance movement for
both (symmetrical layouts)
9.5
Load Distance
A → B:
450 30 =
13,500
A → C:
550 60 =
33,000
A → D:
50 90 =
4,500
B → A:
350 30 =
10,500
B → C:
200 30 =
6,000
C → D:
750 30 =
22,500
90,000
Note: Work areas are “fixed” if using the software to reach this initial
answer.
M
W
D
L
G
B
M
—
125
75
0
50
60
W
—
0
75
0
0
D
—
0
150
20
L
—
20
0
G
—
0
B
—
Parts Moved Between Work Centers A, B, C, and D
A
B
C
D
A
0
450
550
50
B
350
0
200
0
C
0
0
0
750
D
0
0
0
0
Parts Moved—Original Layout
A
B
C
D
A
0
30
60
90
B
30
0
30
60
C
60
30
0
30
D
90
60
30
0
=
+ + +
(a) Plan A movements (20 × 6) + (12 × 18) + (8 × 2)
(6 × 4) (10 × 2) (4 × 18)
= 120 + 216 + 16 + 24 + 20 + 72
9.2
= 468 (in 100s) = 46,800
Cost = 46,800 × $0.50 = $23, 400
(b) Plan B movements = (20 × 6) + (8 ×18) + (12 × 2)
+ + + (10 × 4) (6 × 2) (4 × 18)
= 120 +144 + 24 + 40 + 12 + 72
= 412 (in 100s) = 41,200
Cost = 41,200 × $0.50 = $20,600
(c) Plan C movements = (20 × 6) + (10 ×18) + (6 × 2)
+ (8 × 4) + (12 × 2) + (4 ×18)
= 120 +180 +12 + 32 + 24 + 72
= 440 (in 100s)
= 44,000
Cost = 44,000 × $0.50 = $22,000
128 CHAPTER 9 LA Y O U T ST R A T E G I E S
(b) Layout 5:
Tij Dij = 478
9.12
Performance Time
Task Must Follow
Task
(in minutes)
This Task
A
4
—
B
7
—
C
6
A, B
D
5
C
E
6
D
F
7
E
G
8
E
H
6
F, G
49
Trip Matrix
Distance Matrix
1
2
3
4
5
1
2
3
4
5
ref-1
0
8
13
0
0
ref-1
0
4
12
12
4
coun-2
5
0
3
3
8
coun-2
4
0
3
4
4
sink-3
3
12
0
4
0
sink-3
12
3
0
4
4
stor-4
3
0
0
0
5
stor-4
12
4
4
0
3
stov-5
0
8
4
10
0
stov-5
4
4
4
3
0
CHAPTER 9 LAYO U T ST R A T E G I E S 129
(b)
This requires 5 stations—it cannot be done with 4. There is an
alternative solution with D and E in workstation #4 and F alone in
workstation #5.
(c)
9.14
(c) t/CT = 120/30 = 4 stations is theoretical minimum.
(d) The assembly line balance for a cycle time of 30 seconds
requires five stations, as shown below and in part (a)
above.
Time
Time Left
Ready
Station
Task
(sec)
(sec)
Tasks
A
1
A
20
10
B, C, D
2
B
30
C, D
3
C
15
15
D, E
D
15
E
4
E
10
20
F
5
F
30
None
(e) Total idle time = 30 seconds (=10 + 20)
Performance Time
60 min 60 sec
40 hr
(b) cycle time =
4,800 units hr min
= 30 sec per unit
48 48
Efficiency 80% for 5 stations.
5 12 60
= = =
×
130 CHAPTER 9 LA Y O U T ST R A T E G I E S
(b) Station 1 gets A, G, and B and has 0.5 minutes left
over. Station 2 gets C, D, and E, with no time left over.
Station 3 gets F, H, I, and J and has 0.5 minutes left over.
Note: Four stations with a 7-minute cycle time is possible;
Efficiency would become:
25 89.3%
=
CHAPTER 9 LAYO U T ST R A T E G I E S 131
(b)
or Efficiency = 7.6% with a cycle time of 3.33.
=
(c) Theoretical minimum number of
work stations Cycle time
i
t
300 minutes per day:
400 minutes per day:
Multiple layouts of 5, 6, and 7 minutes exist. Alternative layout:
13
36
9.19 The assembly-line activities are:
Time
Ready
Time
Station
Task
(in minutes)
Predecessors
Tasks
Left
Assignment
A
3
None
A, B
1
1
B
6
None
C, D, E
1
C
7
A
D, E, F
3
2
D
5
A, B
3
E
2
B
F, G, H,
I
3
3
F
4
C
4
G
5
F
J, H, I, K
2
4
H
7
D, E
5
I
1
H
K, J
2
5
J
6
E
6
K
4
G, I, J
0
6
13
O perating efficiency 0.867, or 86.7%
53×
==
300 minutes
Cycle time 60 units
5 minutes unit
13
Minimum number of stations Cycle time 5
2.6, or 3 workstations
i
t
=
=
==
=
==
13 minutes
Theoretical efficiency 0.9758
4 stations 3.33 minutes
=
=
==
=
400 minutes
Cycle time 60 units
6.67 minutes unit
13
Minimum number of stations Cycle time 6.675
1.95 or 2 workstations
i
t
1 unit 60 m in 24 hr
(c) = 144 unitsperday.
24hr 60min
(b) 15min
96 units hr
=
132 CHAPTER 9 LA Y O U T ST R A T E G I E S
However, note that the efficiency of this particular grouping
.%
28 93 3
56
==
50 min per unit
(d) 5 stations
10 min percycle =