Unlock document.
This document is partially blurred.
Unlock all pages and 1 million more documents.
Get Access

Chapter 13 - Cost Planning for the Product Life Cycle: Target Costing, Theory of Constraints, and Strategic Pricing
13-1
CHAPTER 13:
Cost Planning for the Product Life Cycle: Target Costing, Theory of
Constraints, and Strategic Pricing
QUESTIONS
13-1 Target costing is a method by which the firm determines the desired cost for the
13-2 A firm has two options for reducing costs to a target cost level:
a. Reduce costs to a target cost level by integrating new manufacturing
technology, using advanced cost management techniques such as activity-based
method is the more common of the two, because it recognizes that design
decisions account for much of total product life cycle costs (see Exhibits13.3 and
13.12). By careful attention to design, significant reductions in total cost are
possible. This approach to target costing is associated primarily with Japanese
manufacturers, especially Toyota, which is credited with developing the method
in the mid-1960s. This method of cost reduction is common in consumer
electronics.
13-3 The sales life cycle refers to the phase of the product’s sales in the market - from
introduction of the product to decline and withdrawal from the market. In
contrast, the cost life cycle refers to the activities and costs incurred in
developing a product, designing it, manufacturing it, selling it and servicing it. The
phases of the sales life cycle are:
Phase Three: Maturity. Sales continue to increase but at a decreasing rate.
There is a reduction in the number of competitors and product variety. Prices
soften further, and differentiation is no longer important. Competition is based on

Chapter 13 - Cost Planning for the Product Life Cycle: Target Costing, Theory of Constraints, and Strategic Pricing
13-2
13-4 The strategic pricing approach changes over the sales life cycle of the product. In
the first phase, pricing is set relatively high to recover development costs and to
take advantage of product differentiation and the new demand for the product. In
the second phase, pricing is likely to stay relatively high as the firm attempts to
and life-cycle costing methods are used, as the firm becomes more of a price
taker rather than a price setter.
13-5 At the introduction and into the growth phases, the primary need is for value
chain analysis, to guide the design of products in a cost-efficient manner. Master
budgets (Chapter 10) are also used in these early phases to manage cash flows;
13-6 Value engineering is used in target costing to reduce product cost by analyzing
the tradeoffs between different types and levels of product functionality and total
product cost. There are two common forms of value engineering.
1) Design analysis is a process where the design team prepares several possible
designs of the product, each having similar features but different levels of
product’s life cycle. Value engineering is important in target costing because it
identifies the options for product design that can then be evaluated in terms of
desirability to the customer and manufacturing cost, as a means for coming up
with the best design that satisfies customer needs at the desired target cost.
13-7 Target costing is most appropriate for firms that are in a very competitive
industry, so that the firms in the industry compete simultaneously on price, quality
and product functionality. In very competitive markets such as this, target costing

Chapter 13 - Cost Planning for the Product Life Cycle: Target Costing, Theory of Constraints, and Strategic Pricing
13-3
13-8 Life-cycle costing considers the entire cost life cycle of the product, and thus
provides a more complete perspective of product costs and product profitability.
13-9 There are five steps in TOC analysis:
Step One: Identify the Constraint
The purpose is to identify the resource that limits production to less than market
demand. Use of a flow diagram may aid in this step.
Step Two: Determine the Most Efficient Utilization of Each Constraint
-focus on throughput rather than efficiency
Step Four: Increase Capacity on the Constrained Resource
This becomes an investment decision: Invest in additional capacity if it will
increase throughput greater than the cost of the investment. Do not move to
throughput.
One could argue that any step could be the most important; for example step one
can be considered to be the most important because the analysis undertaken is
intended to improve the speed of product flow through the constraint.
13-10 TOC emphasizes the improvement of throughput by removing or reducing the
constraints, which are bottlenecks in the production process that slow the rate of
output. These are often identified as processes wherein relatively large amounts

Chapter 13 - Cost Planning for the Product Life Cycle: Target Costing, Theory of Constraints, and Strategic Pricing
13-4
© 2013 by McGraw-Hill Education. This is proprietary material solely for authorized instructor use. Not authorized for sale or distribution in any
manner. This document may not be copied, scanned, duplicated, forwarded, distributed, or posted on a website, in whole or part.
constraint, and chooses the mix of product so as to maximize the profitability of
the product flow through the constraint.
13-11 The purpose of the flow diagram is to assist the management accountant in the
first step of TOC, that is, to identify the constraints.
13-12 Activity-based costing (ABC) is used to assess the profitability of products, just
as is TOC. The difference is that TOC takes a short-term approach to profitability
analysis, while ABC develops a longer-term analysis. The TOC analysis has a
short-term focus because of its emphasis on materials related costs only, while
provides a useful method for improving the short-term profitability of the
manufacturing plant through short-term product mix adjustments and through
attention to production bottlenecks.
13-13 TOC is appropriate for many types of manufacturing, service and not-for-profit
firms. It is most useful where the product or service is prepared or provided in a
sequence of inter-related activities as can be described in a flow diagram such as
13-14 Product design is important in life cycle costing because the design of the
product locks in most of the downstream costs – manufacturing, distribution and
service. A well-designed product will be easy and inexpensive to manufacture,
13-15 Life-cycle costing is most appropriate for firms that have high upstream costs (i.e.
design and development) and/or high downstream costs (i.e. distribution and
service costs). Firms with high upstream and downstream costs need to manage

Chapter 13 - Cost Planning for the Product Life Cycle: Target Costing, Theory of Constraints, and Strategic Pricing
13-5
13-16 Strategic pricing is used to help a firm develop and implement its strategy for
success as its products and services mature in the market place. The focus for
testing to manufacturing and finally distribution and customer service.
13-17 Takt time is the ratio of available manufacturing time for a period to the units of
customer demand for that period. Each unit must be produced within the Takt
13-18 Pricing based on the cost life cycle is a common form of pricing. It involves a
markup on full product cost or product life cycle cost. In contrast, pricing based
product is currently in.
13-19 Prices are likely to be highest in the introduction phase because costs are

Chapter 13 - Cost Planning for the Product Life Cycle: Target Costing, Theory of Constraints, and Strategic Pricing
13-6
BRIEF EXERCISES
13-20 Current profit per unit = $50 - $ 38 - $8 = $4 per unit
Target total cost = $45 - $4 = $41
13-24 20 days: May 1 to May 20
13-25 2 days in production (May 19 to May 20) ÷ 20 day cycle time (May 1 to May 20)
= 2 ÷ 20 = .1
such as fuel costs for travel, the economy, weather, etc.

Chapter 13 - Cost Planning for the Product Life Cycle: Target Costing, Theory of Constraints, and Strategic Pricing
13-7
EXERCISES
13-28 Target Costing (15 min)
1. The unit cost is currently $548.60 = $13,715,000÷ 25,000
The current profit per item is $610 - $548.60 = $61.40
Thus, the target cost to meet the competitive price is:
$550 - $61.40 = $488.60, a reduction of $60 from the current cost.
2. The target cost can probably be achieved by efforts in two areas:
opportunity for cost savings.
c. The remaining manufacturing costs can be considered non-
value adding costs, since they do not add to the functionality or
quality of the product. Efforts can be made to reduce the total cost of
these manufacturing costs, which now total a significant $4,090,000

Chapter 13 - Cost Planning for the Product Life Cycle: Target Costing, Theory of Constraints, and Strategic Pricing
13-8
13-29. Target Costing; Spreadsheet Application (30 min)
1., 2.
Cost and Activity Usage for Each Product
A-10 A-25 A-10 A25
Direct Materials 143.76$ 66.44$ 78.65$ 42.45$
Number of parts 121 92 110 81
Machine hours 6 4 5 2
Inspecting hours 1 0.6 1 0.5
Packing hours 0.7 0.4 0.7 0.2
Number of setups 2 1 1 1
Activity-based Costs
Rate
Direct Materials 143.76$ 66.44$ 78.65$ 42.45$
Materials Handling 2.25$ 272.25 207.00 247.50 182.25
Mfg Supervision 23.50 141.00 94.00 117.50 47.00
Assembly 2.55 308.55 234.60 280.50 206.55
Number of Setups 44.60 89.20 44.60 44.60 44.60
Inspection and Test 35.00 35.00 21.00 35.00 17.50
Packaging 15.00 10.50 6.00 10.50 3.00
Total 1,000.26$ 673.64$ 814.25$ 543.35$
Price 1,050.00$ 725.00$ 825.00$ 595.00$
Margin 49.74$ 51.36$ 10.75$ 51.65$
Current
Revised

Chapter 13 - Cost Planning for the Product Life Cycle: Target Costing, Theory of Constraints, and Strategic Pricing
13-29 (continued -1)
3. The solution uses Goal Seek or trials in the Excel sheet. The number of
parts must be reduced to 101 or fewer to get at least $50 margin.
Alternatively, the current activities using parts as a driver are materials
handling and assembly. These costs now total $528.00 ($247.50 +
4. Target costing should be useful to BSI to assist the firm in meeting the
Cost and Activity Usage for Each Product
A-10 A-25 A-10 A-25
Direct Materials 143.76$ 66.44$ 78.65$ 42.45$
Number of parts 121 92 101 81
Machine hours 6 4 5 2
Inspecting time 1 0.6 1 0.5
Packing time 0.7 0.4 0.7 0.2
Set-ups 2 1 1 1
Activity-based Costs
Direct Materials 143.76$ 66.44$ 78.65$ 42.45$
Materials Handling 272.25$ 207.00$ 227.25$ 182.25$
Mfg Supervision 141.00$ 94.00$ 117.50$ 47.00$
Assembly 308.55$ 234.60$ 257.55$ 206.55$
Set-ups 89.20$ 44.60$ 44.60$ 44.60$
Inspection and Test 35.00$ 21.00$ 35.00$ 17.50$
Packaging 10.50$ 6.00$ 10.50$ 3.00$
Total 1,000.26$ 673.64$ 771.05$ 543.35$
Price 1,050.00$ 725.00$ 825.00$ 595.00$
Margin 49.74$ 51.36$ 53.95$ 51.65$
Current
Revised
Chapter 13 - Cost Planning for the Product Life Cycle: Target Costing, Theory of Constraints, and Strategic Pricing
13-10
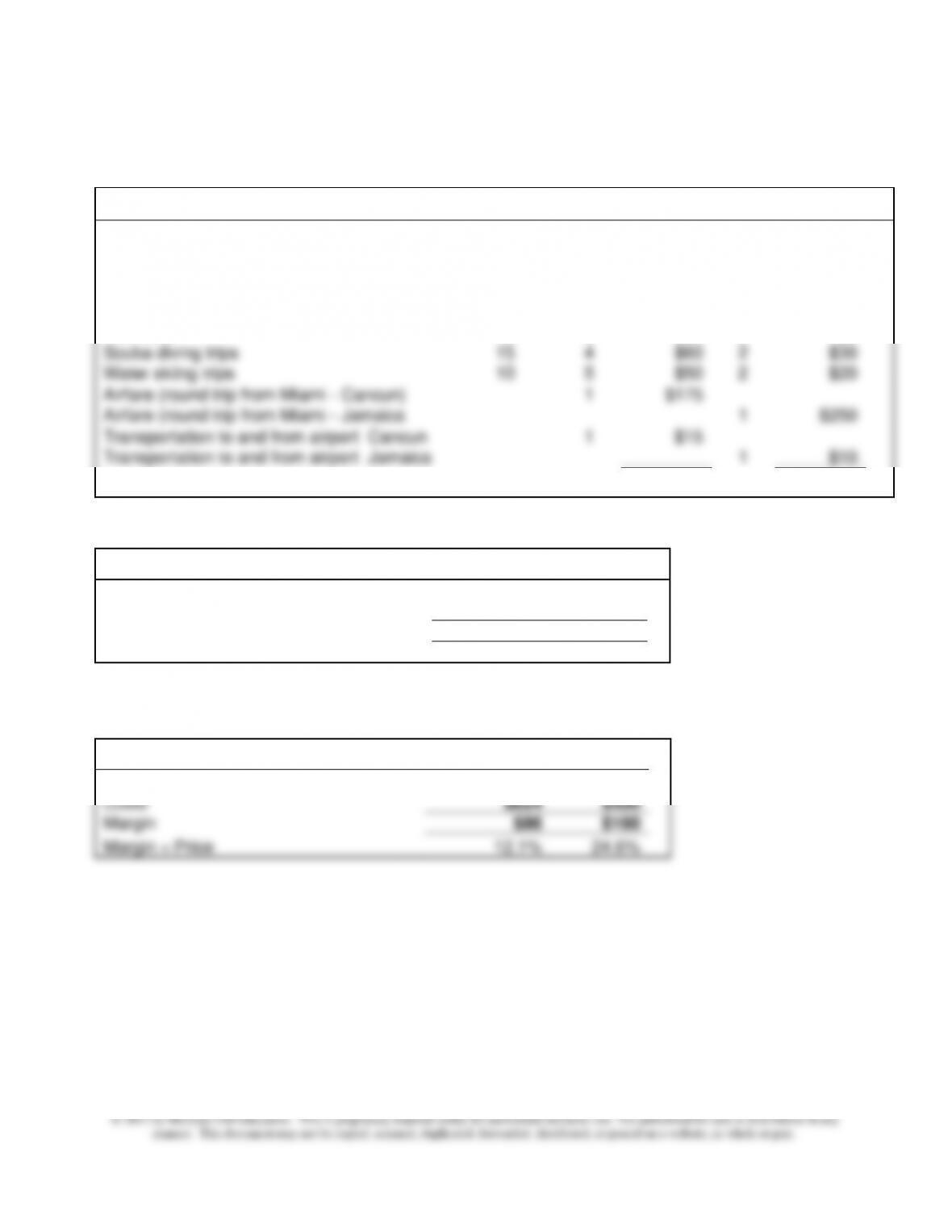
13-30 Target Costing in a Service Firm (20 min)
1.
Package Specifications COST
Unit Cost
Qty
Cancun
Qty
Jamaica
Oceanfront room; number of nights
30
6
$180
4
$120
Meals:
Breakfasts
5
7
$35
5
$25
Lunches
7
7
$49
5
$35
Dinners
10
6
$60
0
$0
Scuba diving trips
15
4
$60
2
$30
Water skiing trips
10
5
$50
2
$20
Airfare (round trip from Miami - Cancun)
1
$175
Airfare (round trip from Miami - Jamaica
1
$250
Transportation to and from airport Cancun
1
$15
Transportation to and from airport Jamaica
1
$10
$624
$490
Package Specification Margins
Cancun
Jamaica
Old Price
$750
$690
Costs
$624
$490
Margin
$126
$200
Margin ÷ Price
16.8%
29.0%
2.
Package Specification Margins
Cancun
Jamaica
New price
$710
$650
Costs
$624
$490
Margin
$86
$160
Margin ÷ Price
12.1%
24.6%

Chapter 13 - Cost Planning for the Product Life Cycle: Target Costing, Theory of Constraints, and Strategic Pricing
13-11
3. The airfare costs are the largest component of cost and this category
could have room for improvement. By further negotiating group discount
rates or searching for lower cost discount carriers, Take-a-Break could try
lowering its cost in this category, possibly by having the package not
include any per bag fees charged by the airline, letting the purchaser bear
the cost.
Room costs also comprise a major portion of total package costs. While

Chapter 13 - Cost Planning for the Product Life Cycle: Target Costing, Theory of Constraints, and Strategic Pricing
13-12
13-31 Target Costing Using QFD (20 min)
1. The calculations are shown below:
First: Customer Criteria and Ranking
Importance
Relative
Importance
Taste
45
15.0%
Comfort
95
31.7%
Enjoyment
160
53.3%
Total
300
100.0%
Second: Components and Cost
Components
Cost
% of Total
Menu and food preparation
$8.00
30.8%
Wait staff
$12.00
46.2%
Food ingredients
$6.00
23.1%
$26.00
100.0%
Third: Determine How Components Contribute to Customer Satisfaction
Customer
Criteria
Components
Taste
Comfort
Enjoyment
Menu and food prep
30%
20%
45%
Wait staff
30%
60%
35%
Food ingredients
40%
20%
20%
100%
100%
100%
Fourth& Fifth: Determine Importance Index for Each Component and Compare to Relative Cost
Customer Criteria
Taste
Comfort
Enjoyment
Importance
Relative
Relative importance of criteria
Index
Cost
Ratio
Action
The % contribution of each
15.0%
31.7%
53.3%
component to each customer criterion:
Menu and food prep
30%
20%
45%
34.825%
30.77%
1.13
Spend
more
Wait staff
30%
60%
35%
42.175%
46.15%
0.91
Spend
less
Food ingredients
40%
20%
20%
23.00%
23.08%
1.00
No
action
Total
100%
100%
100%
100%
100%

Chapter 13 - Cost Planning for the Product Life Cycle: Target Costing, Theory of Constraints, and Strategic Pricing
13-13
2. The cost index for menu and food preparation is low relative to the
importance index, which indicates that Rick should consider spending more
time and cost on this activity. In contrast, the cost index for wait staff is
13-32 Manufacturing Cycle Efficiency (10 min)
MCE = total processing time/total cycle time
Note that new product development time and order taking time are
not considered part of the manufacturing cycle and are excluded from
cycle time.
The level of MCE is best interpreted by reference to the prior MCE
values for the firm or to an industry average. A number closer to one

Chapter 13 - Cost Planning for the Product Life Cycle: Target Costing, Theory of Constraints, and Strategic Pricing
13-14
13-33 Takt Time (10 min)
1. The Takt time for this product is the number of available hours÷ total
demand.
Total manufacturing time ÷ 8,400
2. The processing line is not properly balanced. Operation 5 exceeds Takt
time by 4 sec. and Operation 2’s time is much less than Takt time. To
balance the line, so that products can be expected to come off the line
every 30 seconds as needed, the capacity of operation 5 should be
3. The strategic role of Takt time is to help operations managers to balance
the operations and to improve the speed of throughput and reduce cycle

Chapter 13 - Cost Planning for the Product Life Cycle: Target Costing, Theory of Constraints, and Strategic Pricing
13-15
13-34 Life Cycle Costing; Service Department (20 min)
Life cycle costing can be used in the cost management of the IT
department (or other service departments) over the life cycle of the
department’s assets. This is also called the management of the “total cost
As the strategic goals of the organization change, the focus on different
phases of the IT life cycle can change. For example, when the
organization experiences significant growth, the acquisition of new assets
in phases one and two is accelerated. At other times, the need for
increased focus on user support is important, as the firm faces challenges
in introducing new organizational plans or management structures. The
overall goal of taking a life cycle view of IT is to realize that the total cost of
the service department is made up of significantly different components,
of data or processing capability, and how can these unexpected events be
prevented to reduce the overall cost of IT?








