
Chapter 07 – Lean Thinking and Lean Systems
Chapter 7
Lean Thinking and Lean Systems
Teaching Notes
The lean systems chapter begins with a broad orientation to lean and its elements with an
historical perspective of its development. Then each element is discussed in detail in separate
sections. The discussion includes situations in which elements of lean have been successfully
applied, as well as situations in which they may not be applicable (e.g. smoothing the master
production schedule in services). The chapter concludes with discussion on implementation of
lean systems and how lean concepts can be applied to all business disciplines (manufacturing,
services, government, etc.).
When we teach this chapter, we try to emphasize that lean is a philosophy about how to
manage operations. Lean can also be broken down into its five main tenets, which serve as the
organizing scheme for the chapter. We then get specific about how lean is implemented through
elements such as master production schedule, kanban, set-up, layout, workers, and suppliers.
Interesting discussions can also be held on historical Japanese and U.S. management practices.
Answers to Questions
1. There is no unique answer to this question since it requires the student to conduct a field
project before responding. The purpose of the field project is to acquaint students with
2. Repetitive manufacturing is when the master schedule is very similar on a daily or
weekly basis. By repeating the same sequence of products, production requirements on
work centers are uniform in nature and a pull system can be used. The principle
difference between repetitive manufacturers and batch or job shop manufacturers is the

7-2
3. Due to a lack of space and resources, the Japanese were forced into developing a lean
approach to production following WWII and ongoing. The constraints of their
4. The five tenants of lean are as follows:
a. Identify what the customer values. Determine why the customer should buy the
product or service. Value is providing what the customer needs at a time, place, and
price that the customer is willing to pay.
5. A lean environment works well with a stable master production schedule to keep constant
and uniform demands on all work centers that support final assembly. Lean concepts can
6. A lean system reduces lot (batch) sizes and inventories by practices including:
– reducing set-up times and lead times

Chapter 07 – Lean Thinking and Lean Systems
7-3
Copyright © 2017 McGraw-Hill Education. All rights reserved. No reproduction or distribution without the prior written consent of
McGraw-Hill Education.
In the past, set-up times were long, primarily because they were not considered to be
waste. Long production runs and large lot sizes were used to compensate for inefficient
set-up times. Since managers were usually evaluated on the basis of unit production
costs, which decrease with larger lot sizes, they were indifferent to set-up times.
7. Before a lean approach to production is implemented, manufacturers frequently adhere to
a market philosophy with respect to suppliers, often treating them as adversaries.
Suppliers compete against each other as the firm attempts to secure the lowest prices on
8. A lean system requires a flexible workforce. Being able to move workers around to
where capacity is needed at any given time helps to reduce waste and improves
productivity. Workers must be cross-trained so they can accomplish many different
production activities. The workers will have a more participatory role in decision making
9. Lean reduces costs by using value stream mapping and kaizen methods to identify and
remove waste from the system. Lean also reduces inventory costs when using a pull
10. Contrary to current perceptions, a lean system is not a panacea for all manufacturing
situations. It may be impossible for a manufacturer to fully implement lean if it has too

Chapter 07 – Lean Thinking and Lean Systems
11. Individual answers may vary. Students can simply enter “Service Lean Thinking” into
12. Lean thinking can naturally be applied to accounting, finance or marketing processes. It
is a general approach that begins with asking what value the customer requires and then
determines how to best provide that value. Accounting, finance, or marketing should ask
13. a. Some of the seven wastes in a restaurant:
Waiting: customers waiting time in a service line.
Inventory: excessive inventory of food that may be wasted.
Wasted motions: the hostess, wait staff, cooks, and cleaners having to walk
around to gain access to food and other resources.
7-5
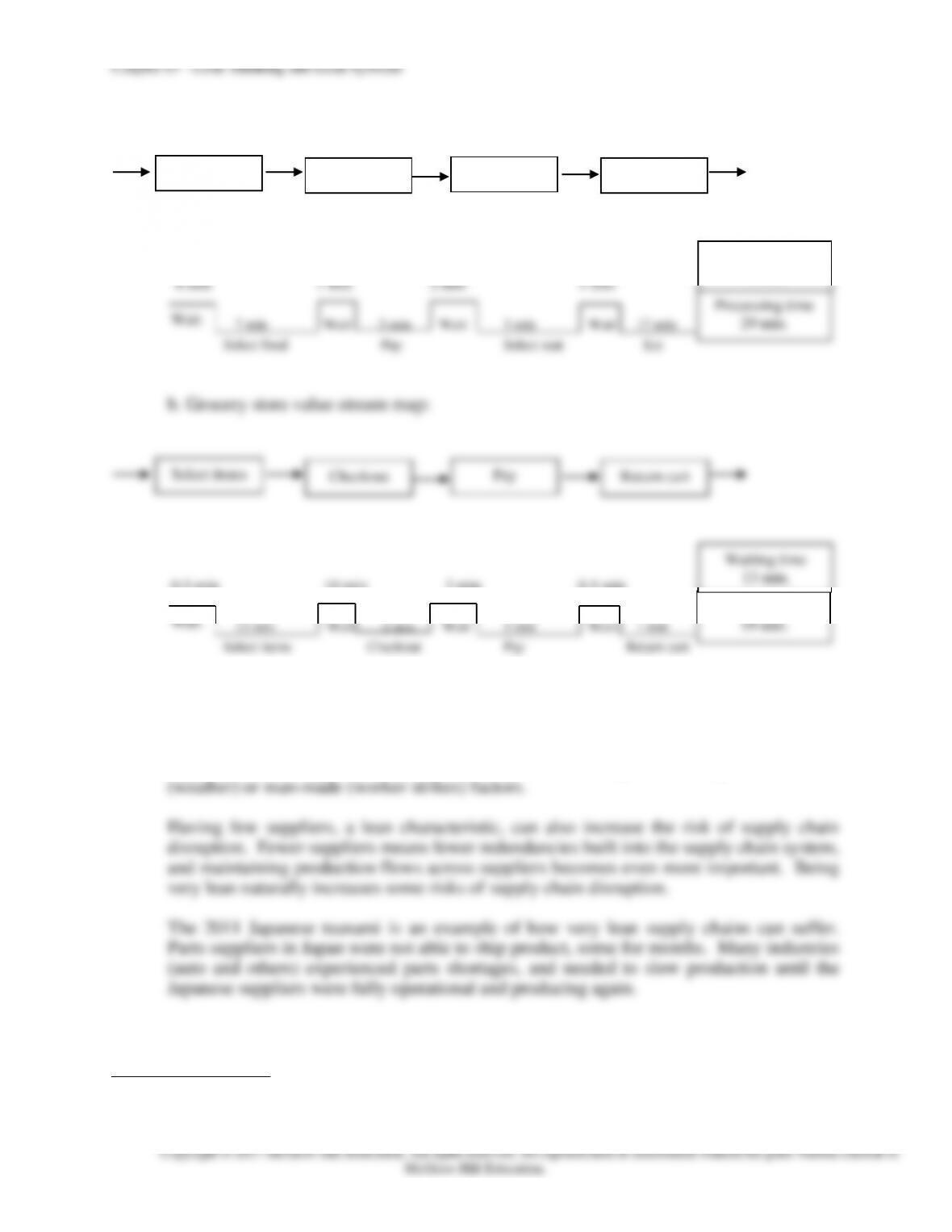
14. a. Cafeteria value stream map:
Processing time
Pay
Return cart
Waiting time
0.5 min 10 min 2 min 0.5 min
15. A supply chain can be too lean if inventory is reduced to such as extent that the supply
chain may be at risk of shutting down. Inventory serves as a buffer between supply chain
firms so that if one firm slows or stops production, inventory can keep the rest of the
supply chain flowing. For example, a firm’s production may slow or stop due to natural
Answers to Problems
1. a. Daily Requirements:
Select food
Pay
Select seat
Eat
Waiting time
8 min.
Wait
Processing time
13 min.

Chapter 07 – Lean Thinking and Lean Systems
7-6
A = (5,000) (1/20) = 250
repeat. Also note that the largest common multiplier serves as the number of runs
required per day.
b. Daily Requirements:
A = 2000(1/20) = 100
B = 3000(1/20) = 150
2. a. By using the formula n = DT/C, the number of containers required is:
(3 × 100)/25 = 12 containers (Note: 180 minutes = 3 hours)
3. a. Demand rate (D) = 20,000 parts per month/160 production hours per month = 125

Chapter 07 – Lean Thinking and Lean Systems
7-7
Copyright © 2017 McGraw-Hill Education. All rights reserved. No reproduction or distribution without the prior written consent of
McGraw-Hill Education.
Container size (C) assumed to be equal to standard lot of 40 parts
Number of containers (n) = D(T)/C = 125(4)/40 = 12.5 => 13 containers
b. Process takt time = 60 minutes/125 units/hour = 0.48 minutes/part => 28.8 seconds
4. a. Demand rate (D) = 100,000 units/year
Lead time = 24/2000 = 0.012 portion of a year
5. a. Scheduling the work centers on time lines provides a clear representation:
Container 1
Move Set-up and Move
Time Run Time WC A Time Use Parts at Work Center B
|________|____________________|________|________________________________|
7-8
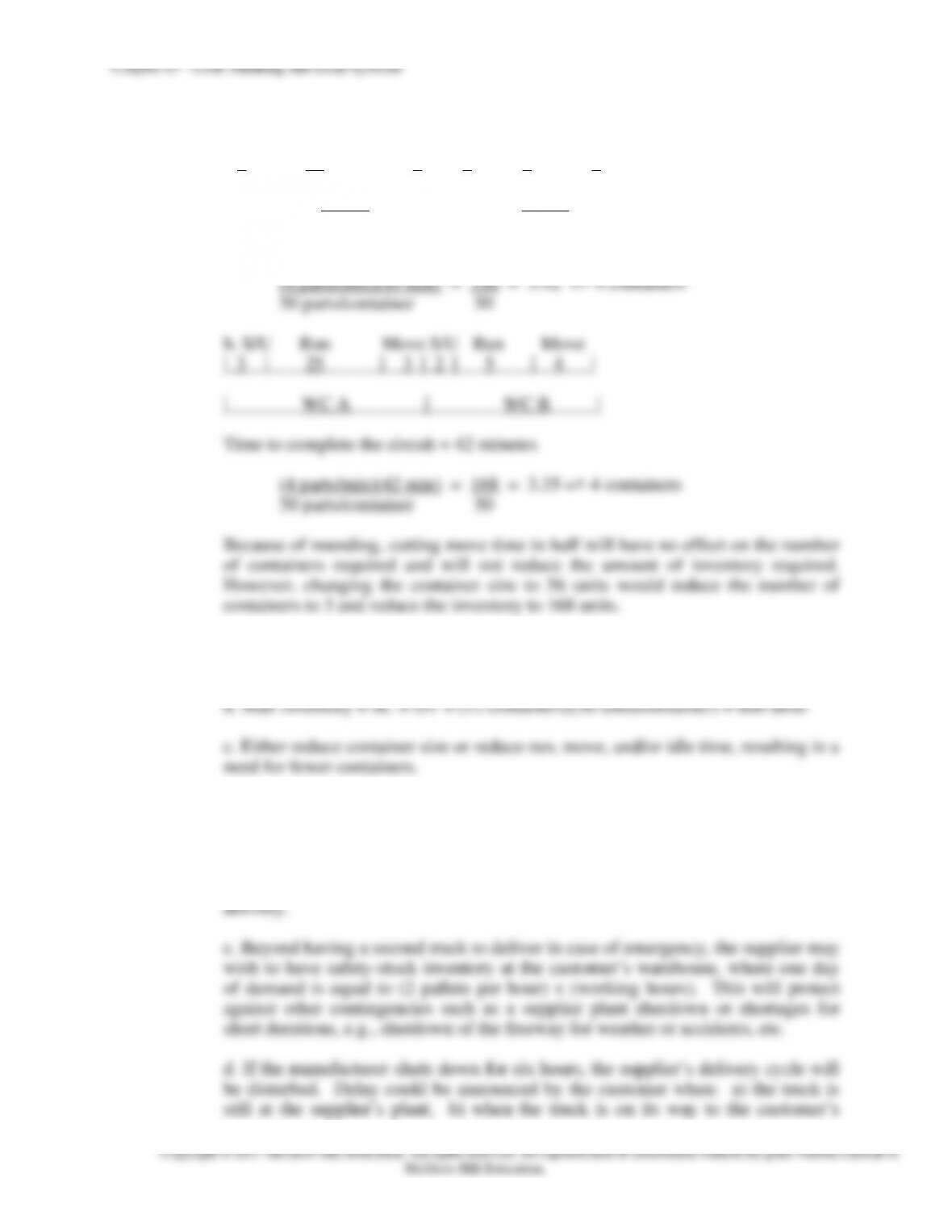
6. a. S/U Run Move S/U Run Move
|_3__|____25______|___6___|_2__|___5__|____8___|
|__________WC A_________|_______WC B_______|
Time to complete the circuit = 49 minutes
7. a. n = DT/C = (200/hr)(3 hrs)/(50 units/container) = 600/50 = 12 containers
8. a. n = DT/C = 2(6)/12 = 1 truck
b. If the truck breaks down, the supplier will not be able to deliver the necessary
pallets on time. Thus, one spare truck is probably needed to insure consistent

Chapter 07 – Lean Thinking and Lean Systems
7-9
Copyright © 2017 McGraw-Hill Education. All rights reserved. No reproduction or distribution without the prior written consent of
McGraw-Hill Education.
plant; and c) when the truck is returning. In the first case the supplier has to keep
the truck for six hours before shipping. In the second case the truck has to wait
for six hours at the customer’s plant to be unloaded. In the last case the truck has
to wait for six hours to be loaded. In all instances, one delivery cycle will be
missed.