Unlock document.
This document is partially blurred.
Unlock all pages and 1 million more documents.
Get Access

= 27.585 = 0(5) = 0
b. The sample average is (38+35+27+30+33+32)/6 = 32.5 and the sample range is (38-27)
7. a.
x
= 3.4
R
= 1.3
8. a.
x
= 3.0
R
= .002
LCL: 0.0
9. a.
x
= 109
R
= 15
10. a.
x
= 100,
R
= 6
11.a.
NAME:
Answer
CHAPTER 9, PROBLEM 11
SECTION:
********
26-Apr-10
Observation
Sample
Sample
Sample
1
2
3
Average
Range
=
=
=
=
=
=
1
10.01
9.90
10.03
9.98
0.13
2
9.87
10.20
10.15
10.07
0.33
3
10.08
9.89
9.76
9.91
0.32
4
10.17
10.01
9.83
10.00
0.34
5
10.21
10.13
10.04
10.13
0.17
6
10.16
10.02
9.85
10.01
0.31
7
10.14
9.89
9.80
9.94
0.34
8
9.86
9.91
9.99
9.92
0.13
9
10.18
10.04
9.96
10.06
0.22
10
9.91
9.87
10.06
9.95
0.19
11
10.08
10.14
10.03
10.08
0.11
12
9.71
9.87
9.92
9.83
0.21
13
10.14
10.06
9.84
10.01
0.30
14
10.16
10.17
10.19
10.17
0.03
15
10.13
9.94
9.92
10.00
0.21
16
10.16
9.81
9.87
9.95
0.35
17
10.20
10.10
10.03
10.11
0.17
18
9.87
9.93
10.06
9.95
0.19
19
9.84
9.91
9.99
9.91
0.15
20
10.06
10.19
10.01
10.09
0.18
Grand Averages
10.00
0.22
Enter Values of
A2
1.023
For n = 3
D3
0.000
D4
2.575
RESULTS:
Average
Range
Center Line
10.00
0.22
Upper Control Limit (UCL)
10.23
0.56
Lower Control Limit (LCL)
9.78
0.00
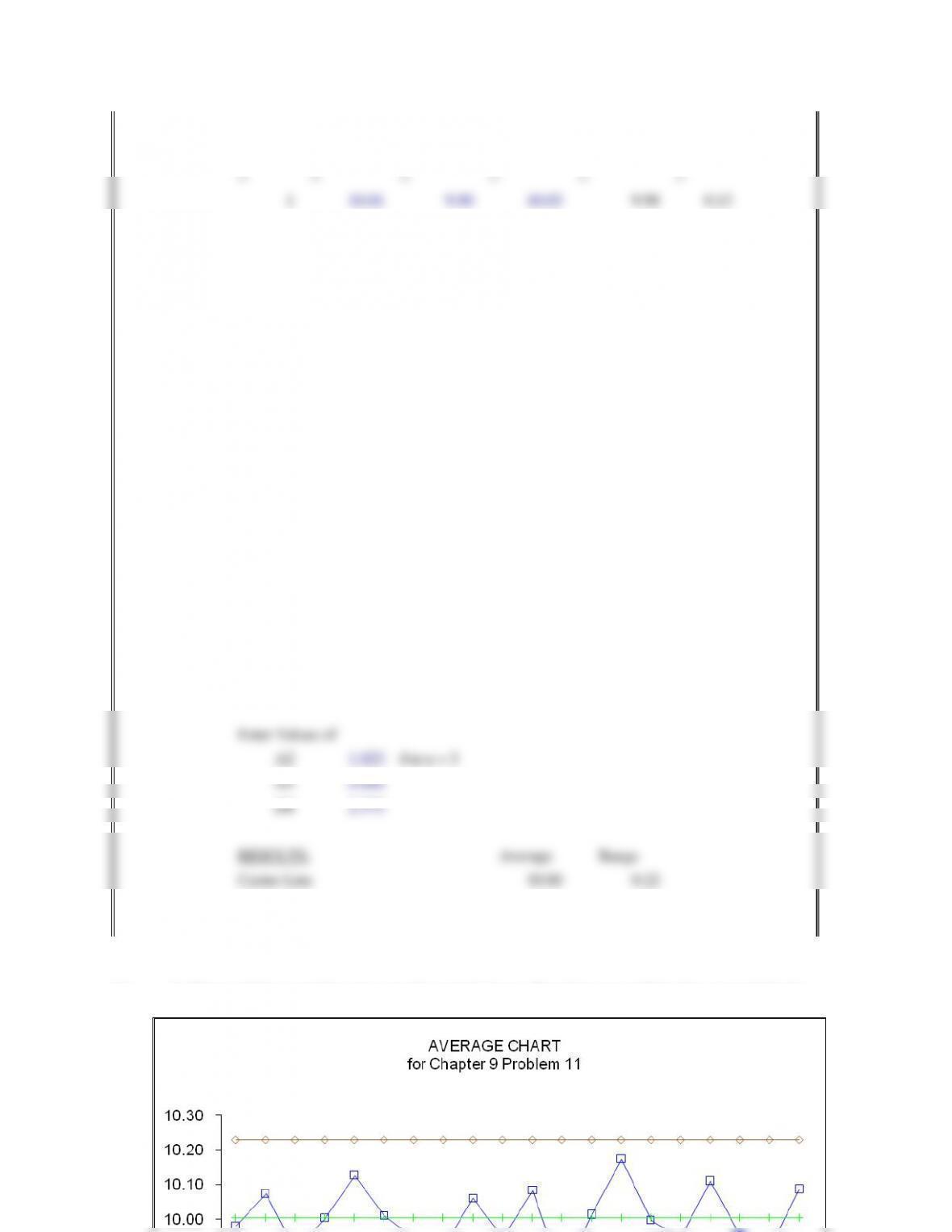
11 b. None of the samples are out of control since all points are within the control limits.

11 c. Yes, the process appears to be sufficiently stable to begin using it as a basis for
calculating X-Bar and R charts. None of the points are out of control in average or
range.
12. a. cp = (220 - 160) / ( 6 * 6) = 60/36
= 1.667
cpk = MIN [ (220-170)/(3 * 6), (170-160)/(3 * 6) ]
= MIN [50/18, 10/18]
= 0.556

13. a. cp = (150 - 100) / ( 6 * 8) = 50/48
= 1.0417
cpk = MIN [ (150-130)/(3 * 8), (130-100)/(3*24) ]
= MIN [ 20/24, 30/24]
= 0.8333
14. a. If cp = (1100 - 700) / ( 6 * SD), then a little algebra yields SD = 400/ (6 *1.5)= 44.44
b. Since the process is centered in the USL and LSL, the mean value is:
(1100 + 700) / 2 = 900.
c. Several possibilities may exist for the company. A few are listed here:
1) The producer could attempt to negotiate wider specification limits. This may not
be acceptable to the customer in the short or long term.
2) The producer could attempt to modify the product or production process so that
the finished product would meet the customer's requirements. This may entail
additional time, cost, and/or may or may not be feasible. However, there are many
short and long term advantages to choosing this approach.
3) The producer could choose to turn down this order if it is not capable of producing
according to customer specifications. While this choice may not be palatable to
some, situations exist where it may be necessary.
4) The producer could produce to capability, and then perform 100% inspection to
weed out all products, which fall outside the customer's specifications. However,
this choice is contrary to the principles of continuous improvement of quality and
should only be used in the short run while improvements are being made.
9. a.
x
= 109
R
= 15
10. a.
x
= 100,
R
= 6
11.a.
NAME:
Answer
CHAPTER 9, PROBLEM 11
SECTION:
********
26-Apr-10
Observation
Sample
Sample
Sample
1
2
3
Average
Range
=
=
=
=
=
=
1
10.01
9.90
10.03
9.98
0.13
2
9.87
10.20
10.15
10.07
0.33
3
10.08
9.89
9.76
9.91
0.32
4
10.17
10.01
9.83
10.00
0.34
5
10.21
10.13
10.04
10.13
0.17
6
10.16
10.02
9.85
10.01
0.31
7
10.14
9.89
9.80
9.94
0.34
8
9.86
9.91
9.99
9.92
0.13
9
10.18
10.04
9.96
10.06
0.22
10
9.91
9.87
10.06
9.95
0.19
11
10.08
10.14
10.03
10.08
0.11
12
9.71
9.87
9.92
9.83
0.21
13
10.14
10.06
9.84
10.01
0.30
14
10.16
10.17
10.19
10.17
0.03
15
10.13
9.94
9.92
10.00
0.21
16
10.16
9.81
9.87
9.95
0.35
17
10.20
10.10
10.03
10.11
0.17
18
9.87
9.93
10.06
9.95
0.19
19
9.84
9.91
9.99
9.91
0.15
20
10.06
10.19
10.01
10.09
0.18
Grand Averages
10.00
0.22
Enter Values of
A2
1.023
For n = 3
D3
0.000
D4
2.575
RESULTS:
Average
Range
Center Line
10.00
0.22
Upper Control Limit (UCL)
10.23
0.56
Lower Control Limit (LCL)
9.78
0.00
11 b. None of the samples are out of control since all points are within the control limits.
11 c. Yes, the process appears to be sufficiently stable to begin using it as a basis for
calculating X-Bar and R charts. None of the points are out of control in average or
range.
12. a. cp = (220 - 160) / ( 6 * 6) = 60/36
= 1.667
cpk = MIN [ (220-170)/(3 * 6), (170-160)/(3 * 6) ]
= MIN [50/18, 10/18]
= 0.556
13. a. cp = (150 - 100) / ( 6 * 8) = 50/48
= 1.0417
cpk = MIN [ (150-130)/(3 * 8), (130-100)/(3*24) ]
= MIN [ 20/24, 30/24]
= 0.8333
14. a. If cp = (1100 - 700) / ( 6 * SD), then a little algebra yields SD = 400/ (6 *1.5)= 44.44
b. Since the process is centered in the USL and LSL, the mean value is:
(1100 + 700) / 2 = 900.
c. Several possibilities may exist for the company. A few are listed here:
1) The producer could attempt to negotiate wider specification limits. This may not
be acceptable to the customer in the short or long term.
2) The producer could attempt to modify the product or production process so that
the finished product would meet the customer's requirements. This may entail
additional time, cost, and/or may or may not be feasible. However, there are many
short and long term advantages to choosing this approach.
3) The producer could choose to turn down this order if it is not capable of producing
according to customer specifications. While this choice may not be palatable to
some, situations exist where it may be necessary.
4) The producer could produce to capability, and then perform 100% inspection to
weed out all products, which fall outside the customer's specifications. However,
this choice is contrary to the principles of continuous improvement of quality and
should only be used in the short run while improvements are being made.








