
Operations Management, 12e (Heizer/Render/Munson)
Supplement 7 Capacity and Constraint Management
Section 1 Capacity
1) Utilization is the number of units a facility can hold, receive, store, or produce in a period of time.
2) Design capacity is the theoretical maximum output of a system in a given period under ideal
conditions.
3) Capacity decisions are based on technological concerns, not demand forecasts.
4) Effective capacity is typically larger than design capacity.
5) Price changes are useful for matching the level of demand to the capacity of a facility.
6) A useful tactic for increasing capacity is to redesign a product in order to facilitate more throughput.

7) Effective capacity × Efficiency equals:
A) efficient capacity.
B) utilization.
C) actual capacity.
D) expected output.
E) design capacity.
8) Effective capacity is the:
A) maximum output of a system in a given period.
B) capacity a firm expects to achieve given the current operating constraints.
C) average output that can be achieved under ideal conditions.
D) minimum usable capacity of a particular facility.
E) sum of all of the organization’s inputs.
9) Which of the following represents an aggressive approach to demand management in the service sector
when demand and capacity are not particularly well matched?
A) lower resort hotel room prices on Wednesdays
B) appointments
C) reservations
D) first-come, first-served rule
E) none of the above

10) Utilization will always be lower than efficiency because:
A) effective capacity is less than design capacity.
B) effective capacity is greater than design capacity.
C) effective capacity equals design capacity.
D) expected output is less than actual output.
E) expected output is less than rated capacity.
11) The Academic Computing Center has five trainers available in its computer labs to provide training
sessions to students. Assume that the design capacity of the system is 1900 students per semester and that
effective capacity equals 90% of design capacity. If the number of students who actually got their
orientation session is 1500, what is the efficiency of the system?
A) 1350 students
B) 1710 students
C) 78.9%
D) 87.7%
E) 90%
12) Christopher’s Cranks uses a machine that can produce 100 cranks per hour. The firm operates 12
hours per day, five days per week. Due to regularly scheduled preventive maintenance, the firm expects
the machine to be running during approximately 95% of the available time. Based on experience with
other products, the firm expects to achieve an efficiency level for the cranks of 85%. What is the expected
weekly output of cranks for this company?
A) 5100
B) 5700
C) 4845
D) 969
E) 6783

13) The staff training center at a large regional hospital provides training sessions in CPR to all
employees. Assume that the capacity of this training system was designed to be 1200 employees per year.
Since the training center was first put into use, the program has become more complex, so that 1050 now
represents the most employees that can be trained per year. In the past year, 950 employees were trained.
The efficiency of this system is approximately ________ and its utilization is approximately ________.
A) 79.2 percent; 90.5 percent
B) 90.5 percent; 79.2 percent
C) 87.5 percent; 950 employees
D) 950 employees; 1050 employees
E) 110.5 percent; 114.3 percent
14) Which of the following represents a common way to manage capacity in the service sector?
A) appointments
B) reservations
C) changes in staffing levels
D) first-come, first-served service rule
E) “early bird” specials in restaurants
15) Adding a complementary product to what is currently being produced is a demand management
strategy used when:
A) demand exceeds capacity.
B) capacity exceeds demand for a product that has stable demand.
C) the existing product has seasonal or cyclical demand.
D) price increases have failed to bring about demand management.
E) efficiency exceeds 100 percent.

16) An organization whose capacity is on that portion of the average unit cost curve that falls as output
rises:
A) has a facility that is below optimum operating level and should build a larger facility.
B) has a facility that is above optimum operating level and should reduce facility size.
C) is suffering from diseconomies of scale.
D) has utilization higher than efficiency.
E) has expected output higher than rated capacity.
17) ________ is the number of units a facility can hold, store, receive, or produce in a period of time.
18) ________ is actual output as a percent of design capacity.
19) ________ is actual output as a percent of effective capacity.
20) In the service sector, scheduling customers is a type of ________ management, while scheduling the
workforce is a type of ________.

21) What is the fundamental distinction between design capacity and effective capacity? Provide a brief
example.
22) Distinguish between utilization and efficiency.
23) Why is the capacity decision important?
24) A good capacity decision requires that it be tightly integrated with the organization’s strategy and
investments. But there are four other special “considerations” to making a good capacity decision. Identify
them.

25) Identify the six tactics for matching capacity to demand.
26) The staff training center at a large regional hospital provides training sessions in CPR to all
employees. Assume that the capacity of this training system was designed to be 1800 employees per year.
Since the training center was first put in use, the program has become more complex, so that 1400 now
represents the most employees that can be trained per year. In the past year, 1350 employees were
trained. Calculate the efficiency and the utilization of this system.
27) An executive conference center has the physical ability to handle 1,100 participants. However,
conference management personnel believe that only 1,000 participants can be handled effectively for most
events. The last event, although forecasted to have 1,000 participants, resulted in the attendance of only
950 participants. What are the utilization and efficiency of the conference facility?

28) A fleet repair facility has the capacity to repair 800 trucks per month. However, due to scheduled
maintenance of their equipment, management feels that they can repair no more than 600 trucks per
month. Last month, two of the employees were absent several days each, and only 400 trucks were
repaired. What are the utilization and efficiency of the repair shop?
29) The efficiency of a factory is 75% and its utilization 50%. If effective capacity is 1000 find design
capacity.
30) A factory produces 1000 units a month. If design capacity is 3000 and efficiency is 50% find utilization
and effective capacity.
Section 2 Bottleneck Analysis and the Theory of Constraints
1) The bottleneck time is always at least as long as the throughput time.

2) To find the throughput time with simultaneous processes, compute the time over all paths and choose
the shortest path through the system.
3) The theory of constraints is a body of knowledge that deals with anything that limits an organization’s
ability to achieve its goals.
4) Substantial research has proved that the only successful method of dealing with bottlenecks is to
increase the bottleneck’s capacity.
5) Consider a production line with five stations. Station 1 can produce a unit in 9 minutes. Station 2 can
produce a unit in 10 minutes. Station 3 has two identical machines, each of which can process a unit in 12
minutes (each unit only needs to be processed on one of the two machines. Station 4 can produce a unit in
5 minutes. Station 5 can produce a unit in 8 minutes. Which station is the bottleneck station?
A) Station 1
B) Station 2
C) Station 3
D) Station 4
E) Station 5

6) A tortilla chip workstation produces 1,000 chips in 20 seconds. What is its bottleneck time?
A) .02 seconds per chip
B) 50 chips per second
C) 20 seconds
D) 6000 chips per minute
E) 20,000 seconds
7) A work system has five stations that have process times of 5, 9, 4, 9, and 8. What is the throughput time
of the system?
A) 4
B) 9
C) 18
D) 35
E) 7
8) A work system has five stations that have process times of 5, 9, 4, 9, and 8. What is the bottleneck time?
A) 4
B) 9
C) 18
D) 35
E) 7

9) An assembly line has 10 stations with times of 1, 2, 3, 4, …, 10, respectively. What is the bottleneck
time?
A) 18.18% of the throughput time
B) 100% of the throughput time
C) 550% of the throughput time
D) 50% of the throughput time
E) 1.82% of the throughput time
10) Which of the following is not one of the four principles of bottleneck management?
A) Release work orders to the system at the bottleneck’s capacity pace.
B) Lost time at the bottleneck is lost system capacity.
C) Increasing capacity at non-bottleneck stations is a mirage.
D) Increased bottleneck capacity is increased system capacity.
E) Bottlenecks should be moved to the end of the system process.
11) The Theory of Constraints (TOC) was popularized by:
A) Goldratt and Cox.
B) Ford.
C) Taguchi.
D) Deming.
E) Motorola and GE.

12) The Theory of Constraints (TOC) strives to reduce the effect of constraints by:
A) offloading work from constrained workstations.
B) increasing constrained workstation capability.
C) changing workstation order to reduce throughput time.
D) A and B
E) A, B, and C
13) The theory of constraints has its origins in:
A) linear programming theory.
B) the theory of economies of scale.
C) material requirements planning.
D) the theory of finite capacity planning.
E) Goldratt and Cox’s book, The Goal: A Process of Ongoing Improvement.
14) Which of the following techniques is NOT a technique for dealing with a bottleneck?
A) Schedule throughput to match the capacity of the bottleneck.
B) Increase the capacity of the constraint.
C) Have cross-trained employees available to keep the constraint at full operation.
D) Develop alternate routings.
E) All are techniques for dealing with bottlenecks.
15) In “drum, buffer, rope,” what provides the schedule, i.e. the pace of production?
A) drum
B) buffer
C) rope
D) all three of the above in combination
E) none of the above
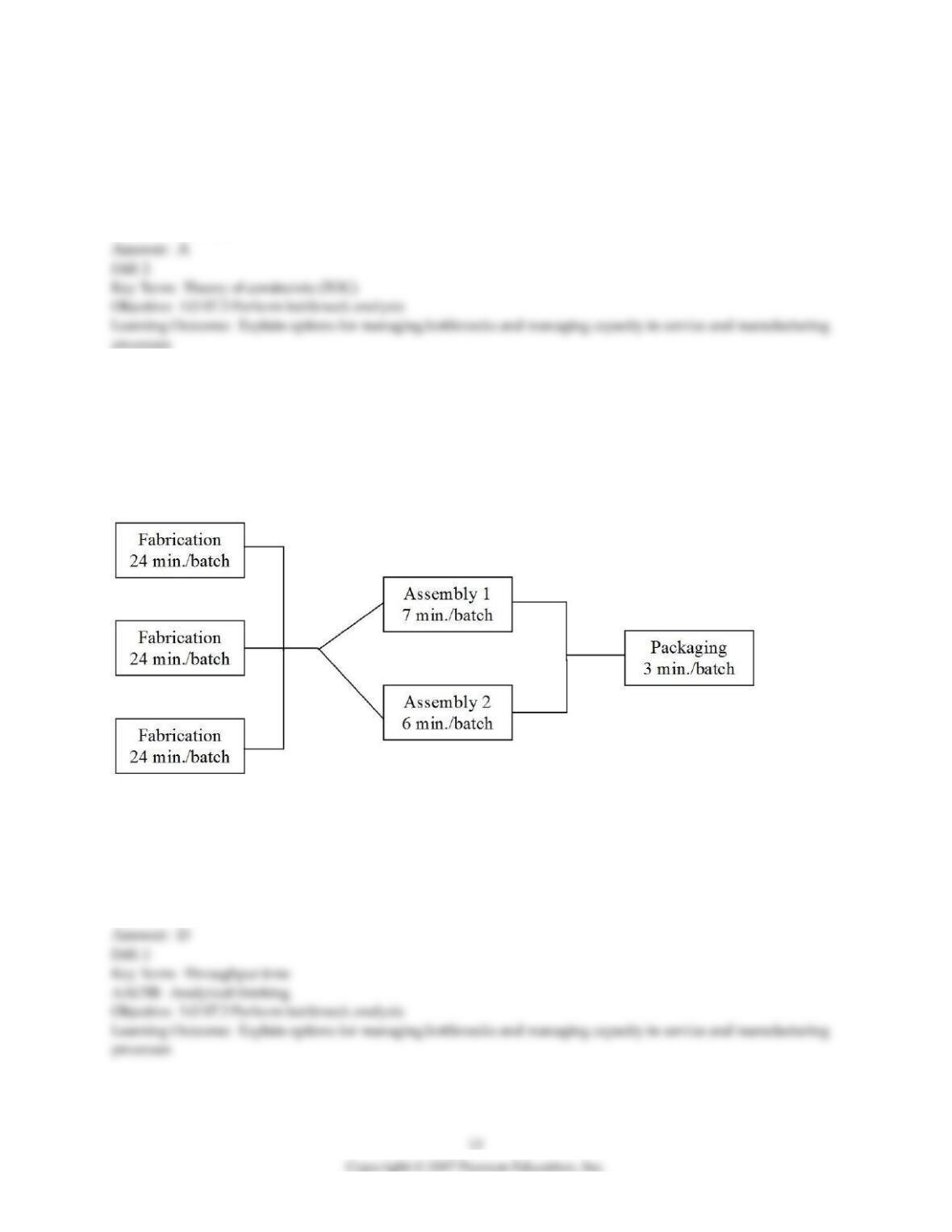
16) Consider the assembly line below. The three fabrication operations run in parallel, such that each
batch of 20 units only needs to go through one of the three fabrication operations. After that, each batch
needs to go through both assembly operations, which occur simultaneously (specifically, 10 components
are made for each unit in the fabrication stage—some components are then assembled in the Assembly 1
area while others are assembled in the Assembly 2 area). The units are packaged and made ready for
shipment in the final stage.
What is the throughput time per batch of this operation?
A) 88 min.
B) 8 min.
C) 40 min.
D) 34 min.
E) 33 min.
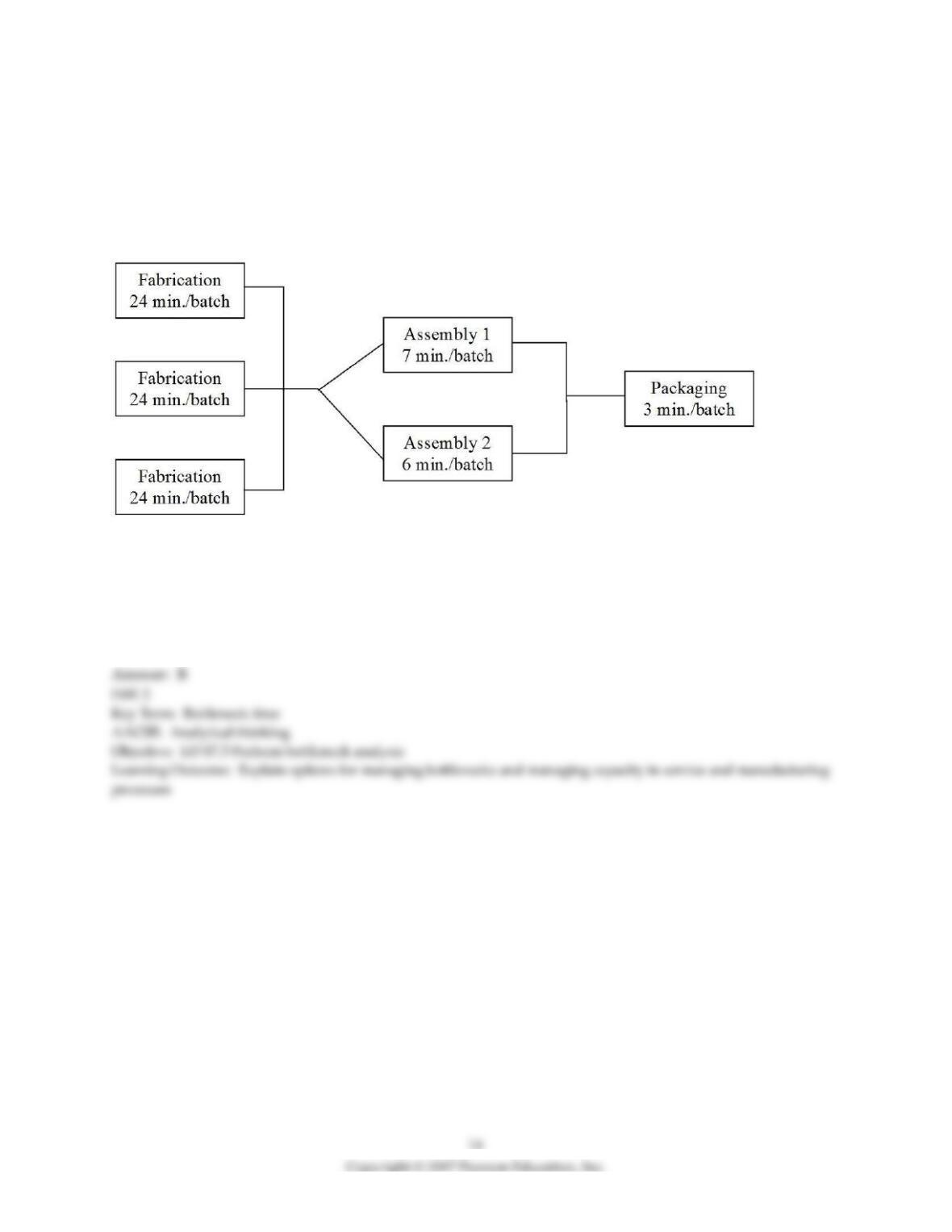
17) Consider the assembly line below. The three fabrication operations run in parallel, such that each
batch of 20 units only needs to go through one of the three fabrication operations. After that, each batch
needs to go through both assembly operations, which occur simultaneously (specifically, 10 components
are made for each unit in the fabrication stage—some components are then assembled in the Assembly 1
area while others are assembled in the Assembly 2 area). The units are packaged and made ready for
shipment in the final stage.
What is the bottleneck time per batch of this operation?
A) 24 min.
B) 8 min.
C) 88 min.
D) 34 min.
E) 3 min.
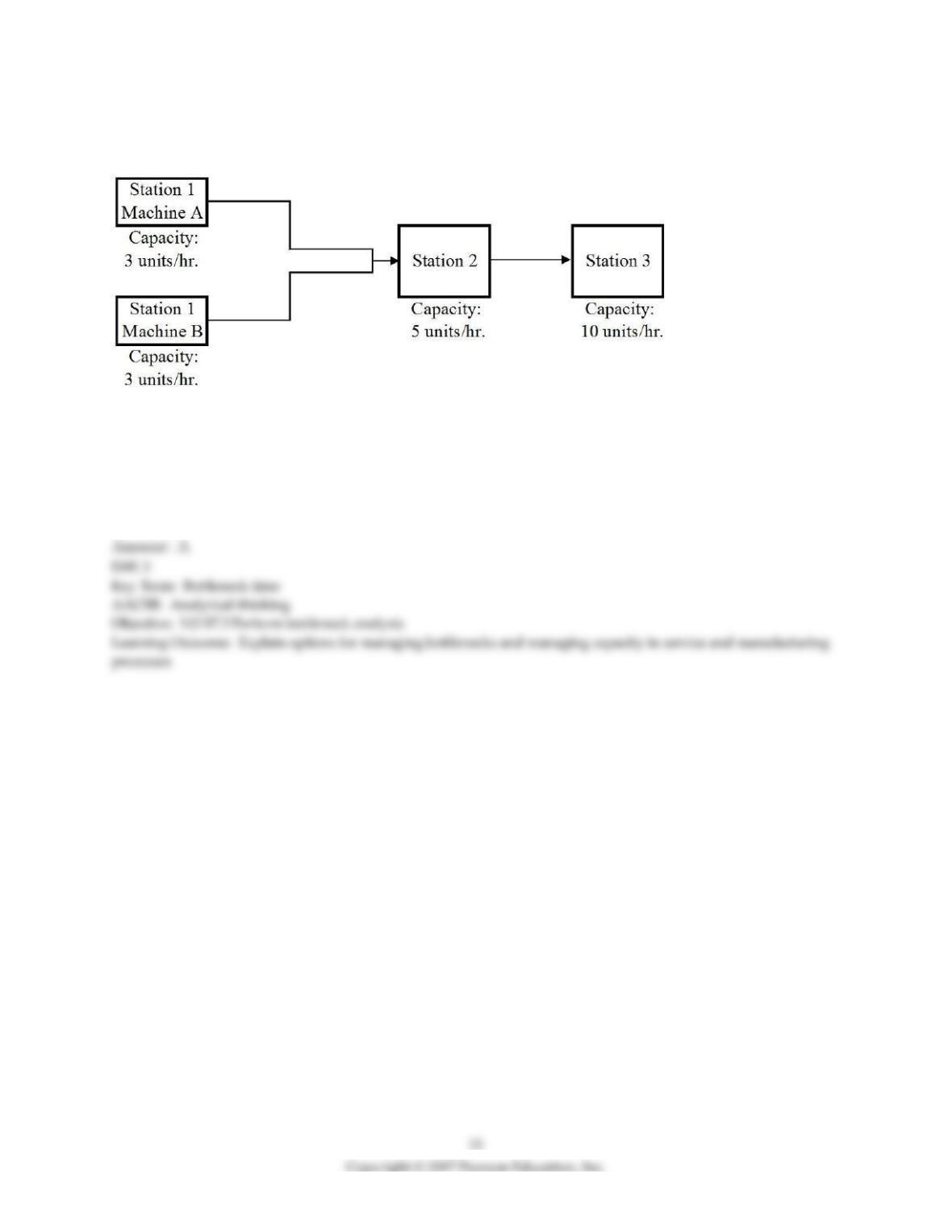
18) Consider the simple 3-station assembly line illustrated below, where the 2 machines at Station 1 are
parallel, i.e., the product only needs to go through one of the 2 machines before proceeding to Station 2.
What is the bottleneck time of this process?
A) 12 min.
B) 20 min.
C) 38 min.
D) 6 min.
E) 10 min.
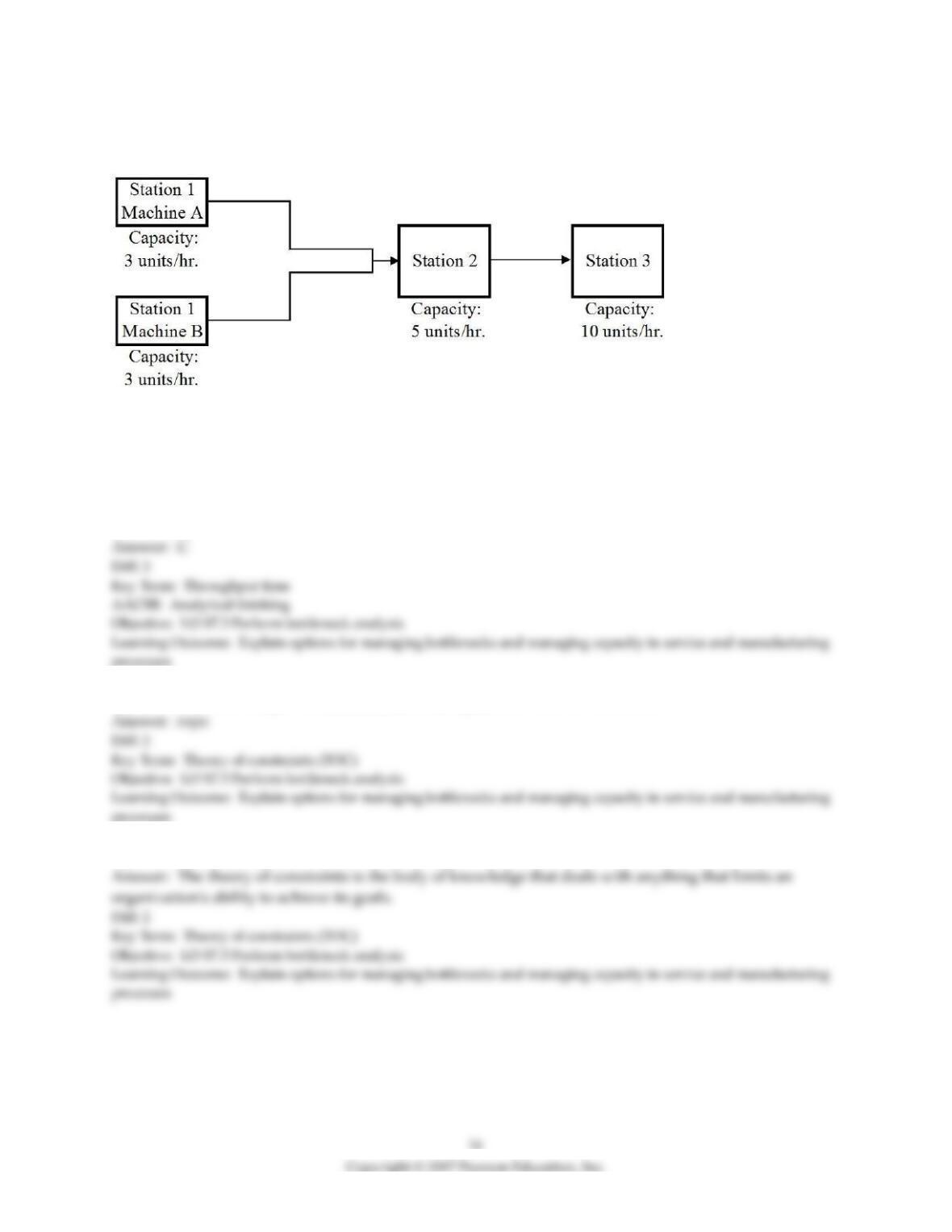
19) Consider the simple 3-station assembly line illustrated below, where the 2 machines at Station 1 are
parallel, i.e., the product only needs to go through one of the 2 machines before proceeding to Station 2.
What is the throughput time of this process?
A) 12 min.
B) 20 min.
C) 38 min.
D) 18 min.
E) 58 min.
20) In “drum, buffer, rope,” the ________ acts like signals between workstations.
21) Describe the theory of constraints in a sentence.