
Process Improvement and Six Sigma 41
• Average amount in accounts receivable divided by average number of sales.
• Percentage of accounts received past due.
• Sum of the dollar amount in accounts receivable, multiplied by the number of days
since the sale, divided by the total number of days.
• Percentage of erroneous bills.
II. CASE -ROCKSTONE TIRES
The project in Rockstone’s warehouse illustrates the power of Six Sigma in the
workplace. The project involved the selecting process required to bring products (tires)
from storage locations in a warehouse to their shipping dock. There was a great deal of
Process Improvement and Six Sigma 42
PROJECT CHARTER
Project Name:
Rockstone Tire Warehouse
Project Sponsor:
J. Rocker, Warehouse Manager
Project Lead:
M. Statistico, SSBB
Team Members:
Smith, Jones, Brown, Green
Customers
L. Stoner, V.P. of Logistics
Date Issued:
1/1/2013
PROJECT SCOPE
Business Problem/ Objectives
(Business reasons for the project)
Problem: Need to optimize dock space and to minimize congestion
and interference when waiting to load orders on the trucks, impacting
personnel, equipment, and customer service. Objectives: to reduce
operating costs, cycle times, and improve delivery times.
Final Deliverable(s)
Existing Measures &
Benchmarks
(Internal or external measures
useful for measuring deliverables)
Pallets on dock, average delay time of pickers, average truck loading
time, orders processed per picker, total cost per order
Expected Benefits
(The criteria – financial and
qualitative – that the customer will
use to determine if he/she is
satisfied with the deliverables)
Objectives, as listed above, amounting to $88,000 per year total
savings.
PROJECT RESOURCES

Process Improvement and Six Sigma 43
Team Assignments
(People assigned to the project
team)
M. Statistico – Lead – SSBB; J.P. Smith, Suprv – order fulfillment; L.P.
Jones – IS programmer-analyst; M.P. Brown – shipping & receiving
director; N.P. Green – Acct & financial analyst
cost)
Six Sigma team members would have to study the numbers and weights of product being
handled, average numbers of pallets on the docks, travel times, order picking times, and
time on the docks, including loading and delays. They would need to know the average
cost per order, before and after improvements are implemented.
The DMAIC process would provide for defining the problem, as shown in the project
charter; determining the measurement process and what measures currently exist (also
shown in the charter) and gathering the existing data, plus fresh data; analysis, which
III. Case – Janson Medical Clinic2
2 Appreciation is expressed to Lisa Ann Janson, one of Prof. Evans’ students, who performed the study from which
this case is adapted.

Process Improvement and Six Sigma 44
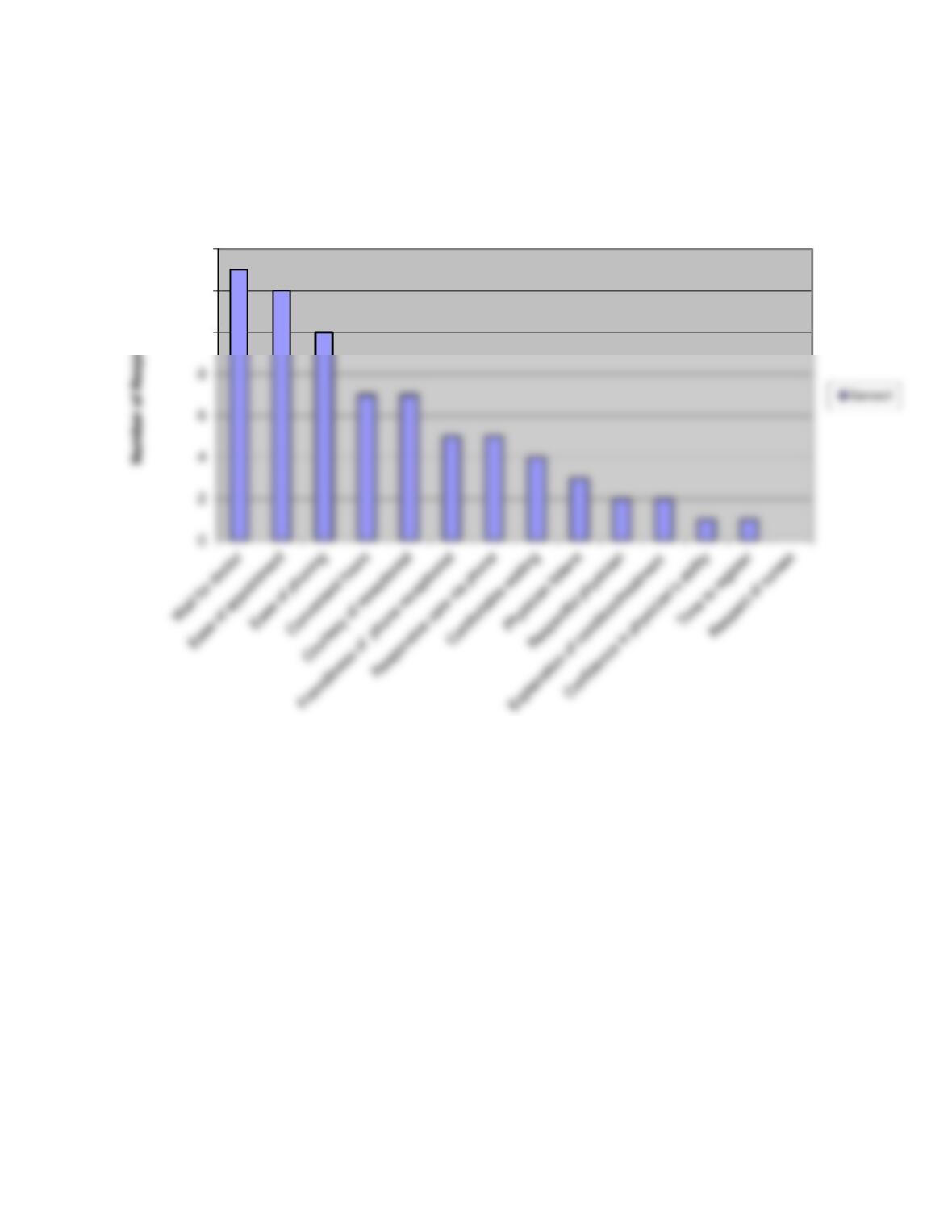
Analysis of the patient complaint data reveals that the three top complaint categories are
“wait for doctor,” “ease of appointment,” and “ease of phoning.” All three of these are
complicated to handle because of the nature of the business. It does appear that the
1. The data, for the Pareto Diagram, in order, from highest complaint level to lowest are:
Wait for doctor 13
Ease of appointment 12
Wait for doctor
13
Ease of appointment
12
Ease of phoning
10
Convenient hours
7
Courtesy of receptionist
7
Friendliness of phone receptionist
5
Responsive care via phone
5
Comfortable waiting
4
Physician listens
3
Respectful physician
2
condition/treatment
1
Time to register
1
Process Improvement and Six Sigma 45
10
12
14
Reasons
Pareto Chart – Dissatisfied Patients
Process Improvement and Six Sigma 46
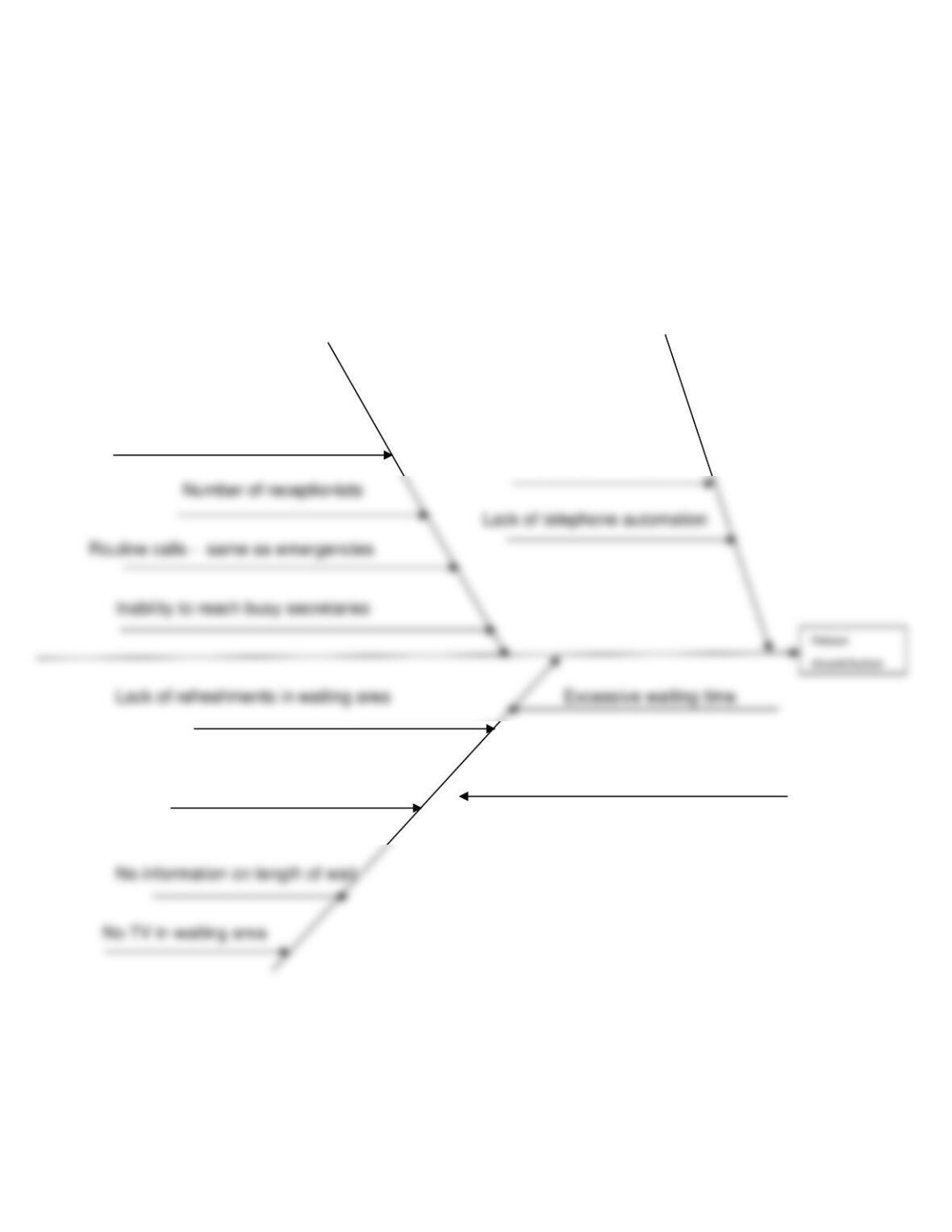
2. For the top three sources of patient dissatisfaction, the following C-E diagram shows
some possible causes. Note that the answering method is closely related to the difficulty
that patients experience in quickly and easily obtaining appointments. The C-E diagram,
shown below, for this process analysis can be found in cleaner format in spreadsheet
Ch09-9EJansonCase.xlsx on the Instructor Reserve website for this chapter.
TELEPHONE ANSWERING METHOD
TELEPHONE EQUIPMENT
Lack of receptionist empowerment
Number of phone lines
Lengthy check-in process
Magazines out of date or
unappealing
No information on length of wait
No TV in waiting area
WAITING
Number of receptionists
Lack of telephone automation
Inability to reach busy secretaries
Lack of refreshments in waiting area
Excessive waiting time
Process Improvement and Six Sigma 47
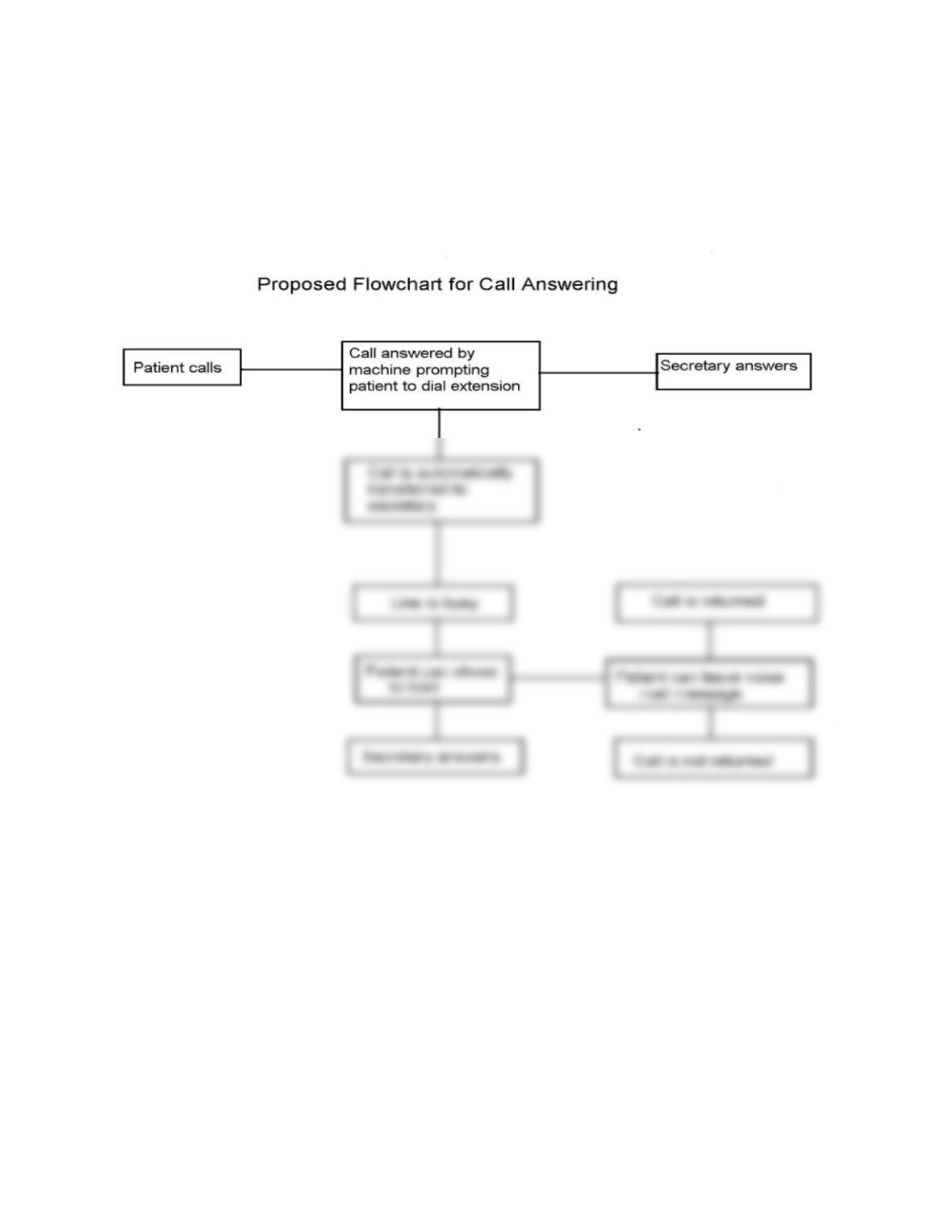
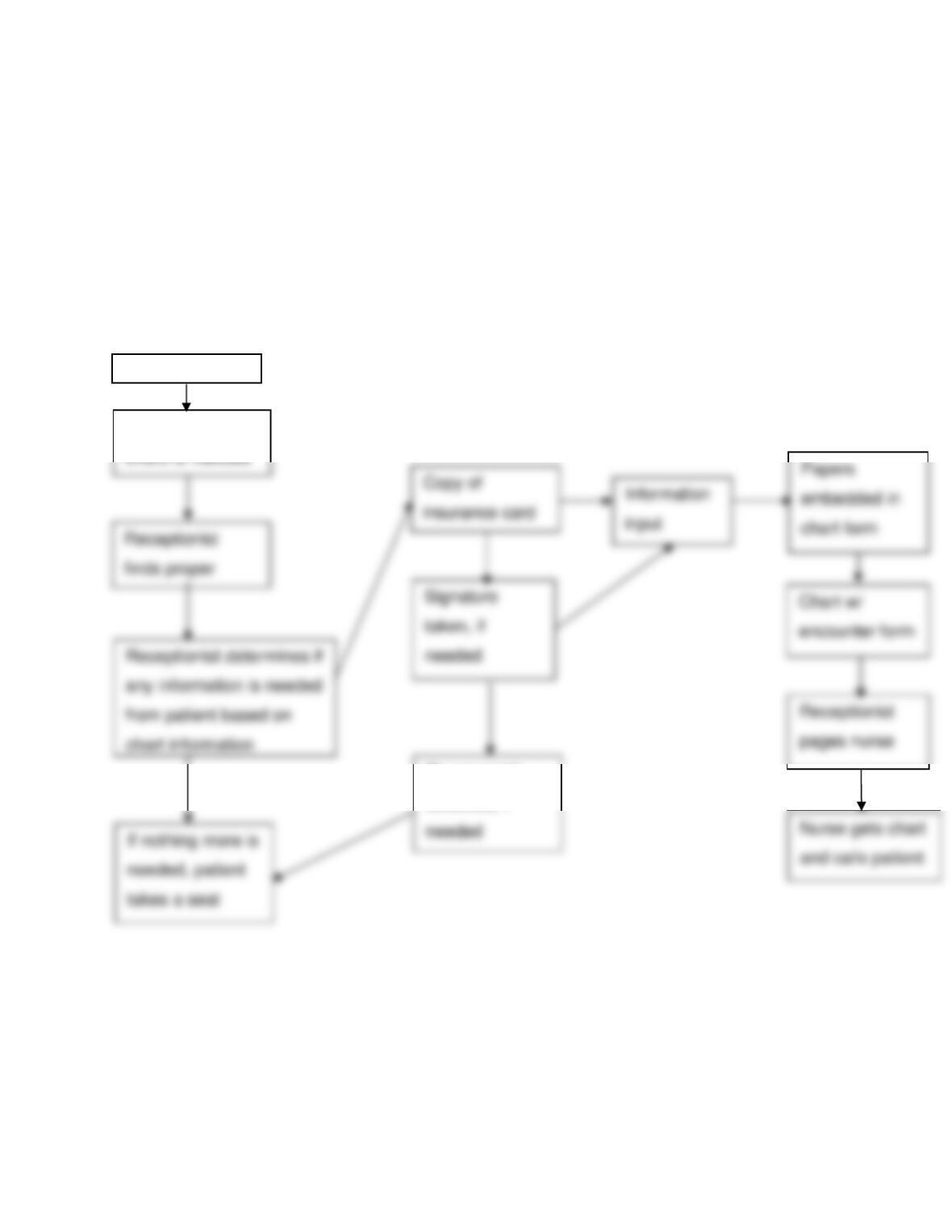
3 Below are flowcharts that address some of the problems being experienced with the
current call answering and check-in process at the clinic.
Process Improvement and Six Sigma 48
Proposed Patient Registration Process
Patient signs in
Receptionist
Co-payment
collected, if
Receptionist
Copy of
Process Improvement and Six Sigma 49
IV. Freadilunch Restaurant
1. What Fred has here, is a “mess.” He must sort out the demand pattern, the effects of time
and day, if any, and the reasons for customer dissatisfaction. Note that the analysis presented
here is not necessarily the only one for this complex set of data and issues*.
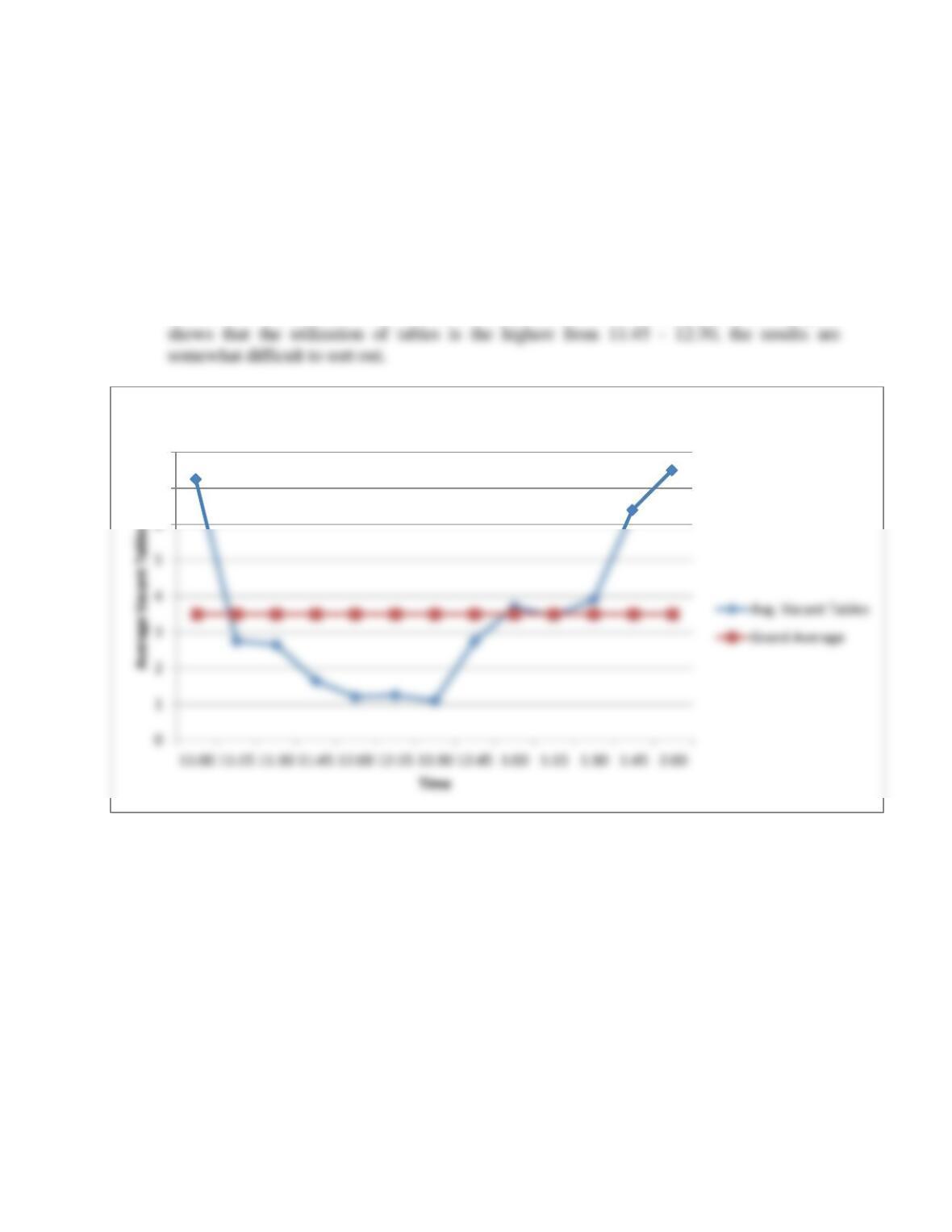
The average number of available tables is 3.5. Although the scatter diagram on the graph
below (see C09-9EFreadi1.xlsx on the Instructor Resource website for details and graphs)
2. Analysis of the checksheet data on Complaints by Time may be done by looking at totals
and constructing line graphs to try to discover patterns (see graph below and spreadsheet
Ch09–9EFreadi2.xlsx on the Instructor Resource website). Nothing “jumps out” of these
views of the data, although complaints about the long table wait peaks at 12:30. The total
complaints remain high all the way from 12:30 until 2:00 p.m.
7
8
Average Vacant Tables by Time
Process Improvement and Six Sigma 50
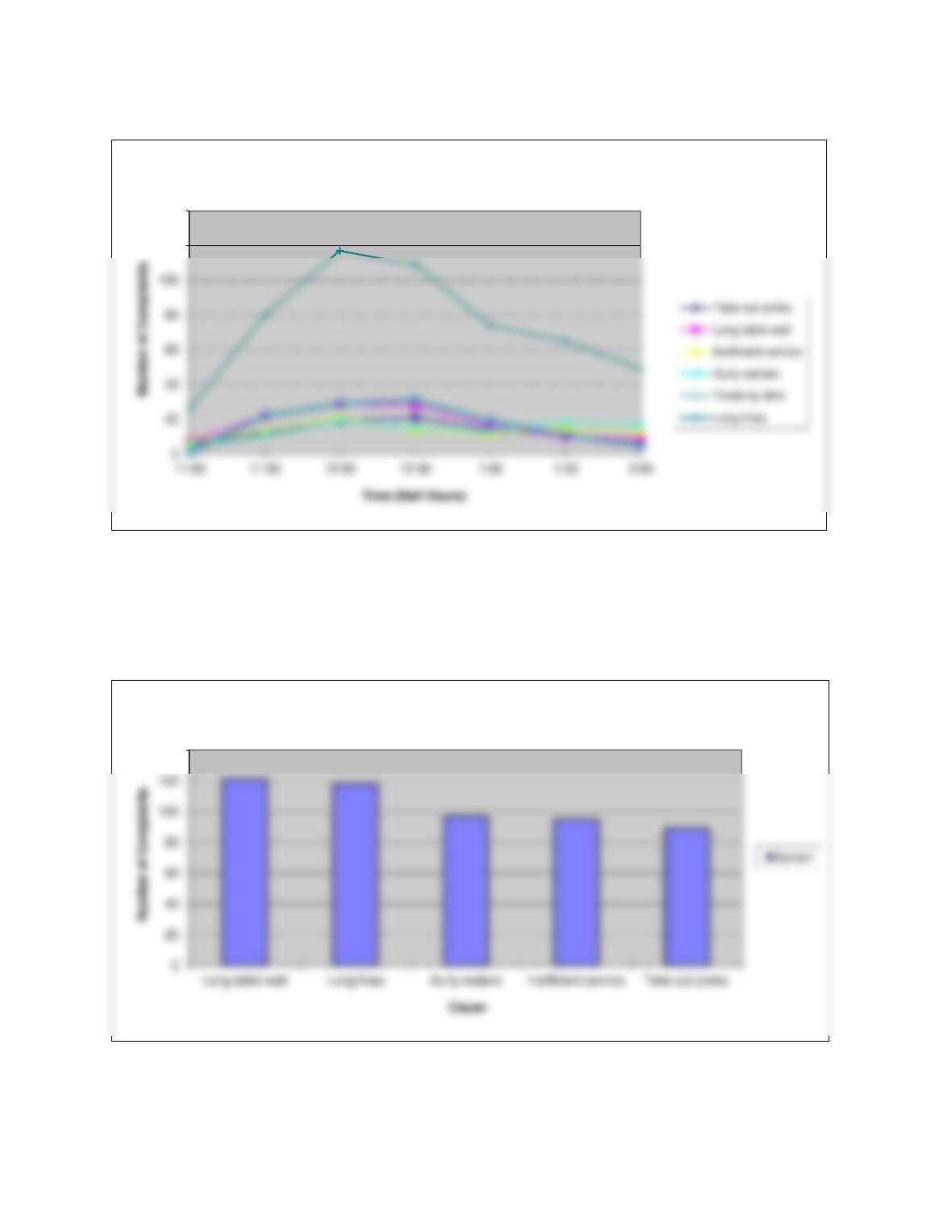
3. Pareto analyses of the complaints by category are much more revealing than the line graph
shown above. This chart shows that long table waits and long lines are the two top causes.
However these may both be related to inefficient service (cause 4). In fact, it is likely that all
causes are inter-related.
120
140
Complaints by Time
140
Complaints by Cause

Process Improvement and Six Sigma 51
4. Based on the Pareto analysis it appears that the long wait for tables is the most critical
problem, followed closely by long lines. Fred should investigate expanding the
restaurant. If that is not feasible, he should at least consider the number of tables and their
arrangement. He might also investigate a system for taking reservations during peak
periods.
Surly waiters and inefficient service (the third and fourth highest causes) may indicate the
Instructor Reserve
QIP -Improving Patient Services at Middletown Regional Hospital
Note: Data from Press Ganey surveys, mentioned in the body of the case, are available in
Key Issues for Discussion
1. The Deming Cycle of Plan-Do-Study-Act is certainly covered by the steps of Middletown
Regional Hospital’s Total Quality Improvement Implementation System. Planning is
done using steps 1-3 of MRH’s process. Organizational awareness and environmental
transformation are used as preparation for identifying and defining the problem. The

Process Improvement and Six Sigma 52
2. EVS has used checksheets (from the Press Ganey surveys), control charts and correlation
matrixes to analyze the problem situation. This combination has provided more insights
into the nature of the problem and possible solutions than as single technique would have
done.
3. Another insight from analysis of graphs developed from the Press Gainey surveys stems
4. These three initiatives have helped to slightly reduce the “gap” between management’s
QIP – Six Sigma at National Semiconductor
1. An example of how National Semiconductor applied the DMAIC process was at the
South Portland, Maine, facility, which produces advanced CMOS devices. The site saw
an opportunity to improve yields on a 0.35-µm fabrication process by finding and
eliminating sources of variation in the manufacturing flow.
Define
The fab was experiencing losses at the final electrical test (ET) operation. An 18-week
baseline study of ET yield showed that there was an opportunity for approximately 1.5

Process Improvement and Six Sigma 53
Measure
Analysis of the reasons for failed wafers at electrical test identified three process modules
that showed excessive variation in the fabrication process. These modules included the
Analyze
Analysis revealed seven factors were determined to have an effect on the three key failure
modes. Utilizing the design of experiments (DOE) function of JMP statistical software,
the team developed three experiments to determine which interactions had the greatest
effect on yield.
Improve
Prior to running the DOEs, the team had already collected enough information to know
that tighter controls were needed on certain in-fab process parameters in the transistor
modules. By taking early action to put these controls in place, the team was able to
Control
To ensure that the process improvements developed by the team became permanent, a
control plan was created and transferred to the manufacturing group, defining the
requirements for every critical-to-function parameter in terms of control charts, control
2. National Semiconductor produces highly complex integrated circuits that generally
require clean-room technology to avoid quality problems. With all of these complex
processes, isolating and reducing variables is a Herculean task—one that is perfect for

Process Improvement and Six Sigma 54
good results, but it suffered from inconsistency. Each unit — three wafer fabs, three
assembly sites, and the CTMG headquarters in Santa Clara, California— used its own
methods to improve quality. 2) So National Semiconductor invited GE Consulting to help
with implementing Six Sigma, but the idea met with resistance, because the employees
felt that they were already using Six Sigma tools and believed that they were “quite good
at it.” 3) Then, a year later, another consulting firm that had experience in high-tech
processes was brought in to reintroduce Six Sigma. They convinced the senior V.P. of
Although not addressed by this case, chances are that National Semiconductor is a “high–
performing” company based on various financial and quality measures (see Ch. 9). If that
is the case, research indicates that best practices should include: providing customer-
Cases
Case – Implementing Six Sigma at GE-Fanuc
1. Jack Welch “borrowed” the initial vision of applying the six sigma probability concept to
operations at GE from Larry Bossidy, the CEO of Allied Signal Corporation, who had

Process Improvement and Six Sigma 55
2. Direct labor savings occur when a position can be eliminated from a department (for
example, if a dryer operator is no longer needed because a dryer is removed). Labor cost
avoidance savings are really indirect savings because only part of the worker’s duties are
4. The improvement started with a “feeling” that the step of testing the boards after running
them through a high temperature oven was unnecessary. However, to verify that “feeling”
required application of GE’s systematic DMAIC problem-solving approach of defining,
measuring, analyzing, improving, and controlling the process. After carefully defining the
Case – National Furniture
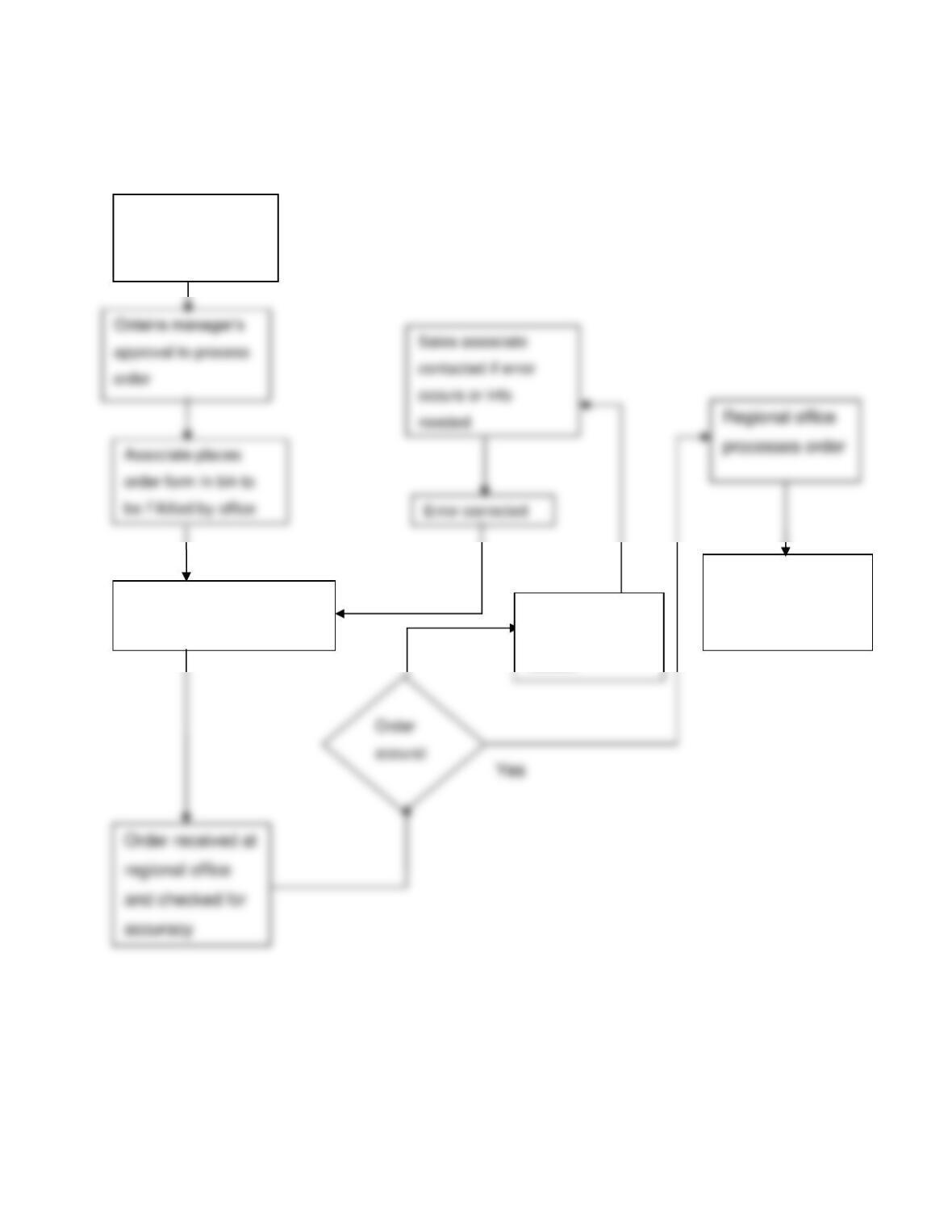
The process used by National Furniture for special orders appears to have numerous
points where orders can be misrouted or can go wrong. The C-E diagram and process
1. Below is the process map for the current process.
2. Below is the cause-effect diagram for why orders go wrong. Although it is not shown, or
3. The process map shows the steps in the process, while the cause-effect diagram shows
where things can and do go wrong. The two can be used to improve the process. For

Process Improvement and Six Sigma 56
National
Furniture Store
C-E Diagram for Special Order Errors
SALES ASSOCIATE ORDER PREPARATION
Lack of complete information from customer
Incorrect FAX bin
Store not notified when order is due there
REGIONAL OFFICE
ORDER PROCESSING
Process Improvement and Six Sigma 57
National Furniture Store
Current Special Order Process
No
Yes
Sales associate
takes customer
information
Office manager FAXes form
and files it in notebook
Office notifies
store when order is
due to arrive
Inform store –
more information
needed

Process Improvement and Six Sigma 58
Case – The PIVOT Initiative at Midwest Bank – Part I
The Define Process
1. It appears that preparation of the team members gave them the basic tools needed to
undertake the challenge of finding a solution to a significant bank problem. The project
team received valuable training in the “Yellow Belt” stage that allowed them to calculate
the initial process capability in terms of the sigma level. In addition, a trained Six Sigma
2. The roles for Midwest Bank’s team members were not as clear-cut as those in the Team
Member Roles, Responsibilities, and Performance Attributes (Table 6.1). The team
consisted of six members, excluding the project champions. Besides the Champions,
other roles listed in the table can be identified. Key roles of team members were: Team
Leader (called the Project Coordinator by Midwest), the facilitators (process owners
3. The decision to include the $280,000 anomaly was a difficult judgment call. While it
might possibly never happen again, the existing system was not strong enough to prevent
it. Another reason could have been based on managerial “politics.” If a sound Six Sigma
solution to the problem was found, it is likely that other departments would notice the
success and be more likely to want to undertake their own projects, using this project as a
model.

Process Improvement and Six Sigma 59
Table 7.4 Project Lifecycle Accountability Matrix
(From Chapter 7 in the 7th edition of Managing for Quality and Performance Excellence)
Stage
Role \
Project
Quality
Initiation
Project
Quality
Planning
Project
Quality
Assurance
Project
Quality
Control
Project
Quality
Closure
Champion
Select project
manager, promote
Six Sigma use, align
Determine
decision-making
authority, commit
Conduct
external customer
communications,
Conduct
external customer
communications,
Sign off on
completed project,
recognize and
External
Customer (or
Process Owner)
Identify and
prioritize
expectations,
commit to charter
Contribute process
knowledge, identify
customer
satisfaction
standards and
tradeoff values,
commit to plan
Participate in
ongoing
communications,
assist in obtaining
approvals for
changes in processes
Confirm ongoing
satisfaction level,
accept deliverables
Verify when usage
training and support
are completed,
assess project to
improve system,
ensure that new
processes are imple–
mented, signoff
Master Black Belt
(Technical
Consultant)
Assist in strategic
project selection,
promote Six Sigma
Assist in identifying
data collection and
analysis needs,
Participate in
ongoing
communications,
Provide expertise in
design of process
improvements,
Assist in
development of
management
Project
Manager
(SSBB and/or
SSGB)
Select core team,
identify risks,
empower
performance,
Identify customer
satisfaction
standards and
tradeoff values, plan
Conduct
customer/manage-
ment communi-
cations, select tools,
Track progress,
critical success
factors, and costs
versus plan;
Notify champion of
project completion,
recognize and
reward participants,

Process Improvement and Six Sigma 60
Core Team
Determine team
operating
principles, flowchart
Plan project,
contribute special
expertise,
Use qualified
processes, gather
data, find root
Measure customer
satisfaction, test
deliverables,
Provide customer
support and
training, assess
Source: Adapted from Timothy J. Kloppenborg and Joseph A. Petrick. Managing Project Quality. Vienna, VA:
Management Concepts, 2003, p. 11, used with permission.
Case: The PIVOT Initiative at Midwest Bank – Part II
The MAIC Process
1. It appeared fairly difficult to find the true “root causes” of the problem. This was
illustrated by the fact that manual strapping errors were not initially found to be a
2. Data gathering and analysis should have been (and probably was) used to prove the
feasibility of each of the solutions selected for implementation. The most expensive
solution was, no doubt, the purchase of the strapping machine. Cost-benefit and/or
3. The two most difficult areas in which to “hold the gains” would probably be in the
personnel areas. Thus the dollar loss corrective action would be difficult to administer