
Chapter 06 – Process Selection and Facility Layout
6-1
CHAPTER 06
PROCESS SELECTION AND FACILITY LAYOUT
Teaching Notes
Facility Layout involves physical placement of departments and/or arrangement of equipment within a
plant or a service facility. A good layout will possibly lead to smooth flow of material, reduction of
inventories, and effective utilization of space.
The material in this chapter can be divided into four areas:
2. Classification of production systems and (corresponding) types of layouts.
3. Line balancing.
Operations Tour: Morton Salt
1. Steps in salt production for Morton are:
a. Inject water into salt caverns below the surface and let the salt deposits dissolve in the
water.
f. Move the salt to dedicated production areas.
g. Produce the cans by forming a cylinder (two sheets of chip board are glued together) .
h. Roll the cylinder into a continuous tube.
i. Cut the tubes into can-size pieces.

Chapter 06 – Process Selection and Facility Layout
6-2
2. Quality is checked during different stages of the production process.
a. Check salt for purity using chemical analysis.
b. Assure appropriate crystal size by forcing the salt through a scraping screen.
4. Salt production would be a low variety, high volume operation which would place it as a
repetitive production or continuous flow in the product-process matrix.
5. (3,800,000 cans per year) x (26 ounces of salt per can) = 98,800,000 ounces per year.
6. Suggested improvements include the following:
a. Application of Statistical Process Control (SPC) to reduce the cost of quality.
Reading: Tour De Force
1. The Viper/Prowler assembly plant is much smaller than typical automobile assembly plants.
The plant covers 392,000 square feet of space as opposed to other typical auto assembly plants
that cover from 2 million square feet to 5 million square feet of space.
The Viper plant uses early 20th century manual assembly techniques on two manual, parallel,
relatively short (12 work stations and 720 feet long) assembly lines with generous idle time
built in. Typical assembly lines usually involve the use of robots, large number of
workstations and very little idle time.

Chapter 06 – Process Selection and Facility Layout
6-3
2. The reasons for not having robots or other high level automation include the following:
Chrysler Corporation wants to portray a high quality image of two handcrafted automobile
models that is generally more expensive and appealing to high-income individuals. The
personal attention to the customers is part of the marketing package associated with both
products.
Reading: Designing Supermarkets
This reading provides the student with an example of how a supermarket is laid out and why the
arrangement is done in a particular or specific way. It is a nice change of pace from the typical
manufacturing layout article.
Answers to Discussion and Review Questions
1. Process selection refers to the ways organizations choose to produce or provide their goods
2. There are five basic process types:
a. Job-shop: Job-shop is used when a low volume and a large variety of goods or services are
needed. Job-shop involves intermittent processing, high flexibility, skilled workers,
relatively large work-in-process inventories and general-purpose machinery. An example
is a tool and die shop that is able to produce a wide variety of tools.
c. Repetitive: This type of a process involves higher volumes of more standardized goods or
services. The flexibility of the process to produce a variety of goods, the skill of the
workers, amount of work-in-process inventories are all less than batch process. Typical
examples for this type of process include appliances and automobiles.

Chapter 06 – Process Selection and Facility Layout
6-4
3. Advantages: Highly uniform output, boredom and fatigue are not factors, machines don’t go
out on strike, etc.
4. Numerically controlled (N/C) machines are programmed to follow a set of processing
instructions based on mathematical relationships. Robots have movable arms that enable them
to handle a wide variety of tasks such as welding, assembly, loading and unloading machines,
painting, and testing.
5. (See question #4 above for description.)
6. Process selection decisions often include aspects that require highly technical knowledge.
Many managers do not possess such expertise. However, if those decisions are delegated to
7. Managers sometimes view flexible systems as a hedge; hence, they opt for such systems
without having complete understanding of future needs, reasoning that their lack of knowledge
8. The trade-offs between product layout and process layout include the following:
a. Process layout has more equipment flexibility.
b. Process layout generally has higher skilled workers.

Chapter 06 – Process Selection and Facility Layout
6-5
g. For a product layout, the flow of work is straight, while for process layout, the flow of
work is mixed depending on the product produced.
h. There is more dependency between workstations for product layout than for a process
layout.
9. The most common reasons for redesign of layouts include:
a. Inefficient operations.
b. Accidents or safety hazards.
10. Product layouts are generally characterized by specialized labor and equipment designed for
continuous processing. The layout is often arranged on the basis of processing sequence.
Process layouts are more general in nature, in terms of labor, processing equipment and
material handling equipment. Process layouts often feature machine groups or departments.
11. The main advantages of product layouts include:
a. A potentially high rate of output.
b. Low unit costs.
c. Low training costs and wide span of supervision due to specialization.

Chapter 06 – Process Selection and Facility Layout
6-6
a. Specialization can mean dull, repetitive jobs with little opportunity for personal
satisfaction or creativity.
e. Preventive maintenance costs and the capacity for quick repairs are necessary to ensure
high utilization.
f. Incentive plans tied to individual output are impractical.
12. The main advantages of process layouts are:
a. They can handle a variety of processing requirements.
b. The system is less vulnerable to equipment failures than product layouts.
The main disadvantages of process layouts are:
a. In-process inventory costs can be high (manufacturing).
b. Routing and scheduling must be done for each new job.
13. The main goal of line balancing is to achieve a set of task groupings at work stations in the
14. Routing and scheduling are continual problems in a process layout because a variety of jobs

Chapter 06 – Process Selection and Facility Layout
6-7
15. With a product layout, equipment breakdown has serious implications because the separate
pieces of equipment are closely tied together. If one piece of equipment fails, the line will
quickly come to a halt. Consequently, preventive maintenance to reduce the failure rate is
16. Job sequence usually determines the arrangement of equipment in a product layout. In a
process layout, job sequences vary, so there is much less influence on equipment arrangement.
Because of differences in job requirements, sequencing is a continual task in a process layout.
17. The subway system is essentially a fixed-path arrangement—a product layout. Its advantages
are often low operating cost, more efficient handling, and low cost per unit moved. On the
other hand, a bus system is more flexible in terms of varying routes. This can be desirable if
18. Fixed-path material handling equipment in supermarkets includes the belts at the checkouts
which move items up to the cashier, the roller conveyors which transport boxes of groceries
19. Heuristic approaches are rules designed to guide decision-makers to satisfactory decisions by
reducing the number of alternatives that must be considered. They do not necessarily yield
optimal solutions. They are usually employed when there is a problem involving an
exceedingly large number of potential solutions and an optimizing algorithm is not available.

Chapter 06 – Process Selection and Facility Layout
6-8
21. The original car was probably one of a large number of similar cars produced on an assembly
line, which was set up to speed the flow of work. That is, inventories of parts were on hand,
specialized machinery, workers and material handling equipment were arranged specifically
22. Layout can lead to high productivity if it contributes to a smooth flow of work with high
utilization of labor and equipment. This requires careful consideration of future work
23. In cellular manufacturing, machines are grouped into cells. The basis for grouping can be
24. Group technology involves items that have similar design or processing requirements and
grouping them into part families for cellular manufacturing. It also includes a coding system
for items.
25. Although we treated the task completion times as fixed in balancing assembly lines, it is more
realistic to assume variable task times whenever humans are involved. The lower the level of
automation, the higher the variability of tasks. If the assembly line consists of tasks with
Taking Stock
1. The three major trade-offs in process selection are:
a. Flexibility vs. efficiency in facilities layout. Product layout is designed to provide efficient
operations, while process layout is designed to provide a variety of products, thus offering
a flexible system.

Chapter 06 – Process Selection and Facility Layout
6-9
c. The expected volume of output can either be high or low. If it is high, we can take
2. If we rebalance the assembly line too frequently, then the cost of making the adjustments
becomes too costly. On the other hand, if we do not rebalance it as frequently as necessary,
then the assembly line will experience too much inefficiency resulting in a less efficient line.
3. In process selection, we must make sure that manufacturing group(s), maintenance,
engineering, technical support, marketing, process design specialists, quality, finance
4. In layout design, we must make sure that manufacturing group(s), maintenance, engineering,
5. Technology has tremendous impact on process selection due to changes in computer related
technology. The level of automation continues to change in companies affecting the layout
Critical Thinking Exercises
1. Student answers will vary.
2. Factories—type of machines, skill level of the employees, level of automation, inventories,
safety.
within the department store, capacity and convenience of the parking lot.
3 Factors that must exist in order to make automation feasible are:
a. The level of demand: The demand must be forecasted. Generally, we need high volume of
output to justify the high cost associated with automation.

Chapter 06 – Process Selection and Facility Layout
6-10
Strategic fit with the overall goals and objectives of the company: If the type of automation
does not lend itself to flexible manufacturing, but the objectives and goals of the company
involve low volume large variety of products, we could have significant capacity-demand
mismatch problems due to this misalignment.
demands from customers.
Memo Writing Exercises
1. In most cases it is not feasible to perfectly balance a production line. First, there are
technological constraints dealing with precedence and incompatibility issues. In other words,
certain tasks have to be performed before others (precedence) and two tasks may not be
2. Producing two products on the same assembly line allows the company to utilize the same
workstations to produce the common parts. This results in synergy on the line. If one of the
products is new, the company can shorten the period of time from design to actual production,
and reduce the cost of manufacturing in the long run.
3. Fixed automation is utilized in a continuous flow/mass production environment. It enables the
firm to manufacture a single or a few products at high volume and low cost. However, it is not

Chapter 06 – Process Selection and Facility Layout
6-11
Solutions
1. OT = 450 minutes
a. Minimum cycle time = length of longest task, which is 2.4 minutes.
units 25
18
450
:.min 18@
4.2
=
c.
8 torounds which ,5.7
450
)18(5.187
OT
tDx
N==
=
Chapter 06 – Process Selection and Facility Layout
6-12
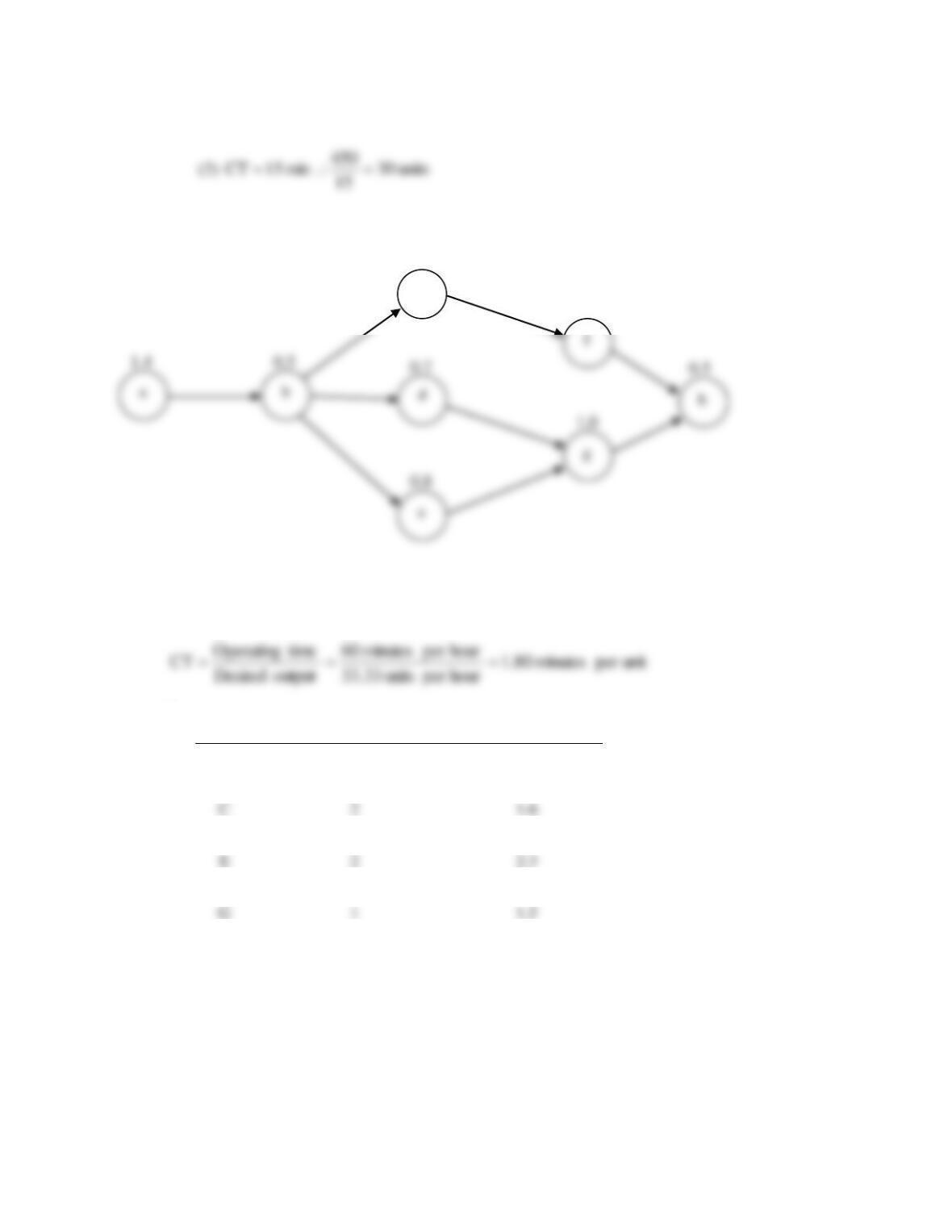
2.
0.7
h
d
Desired output = 33.33 units per hour
Operating time = 60 minutes per hour
a.
Task
Number of following tasks
Positional Weight
A
7
6
B
6
4.6
2
1.6
D
2
2.2
2
2.3
F
1
1.0
G
1
1.5
H
0
0.5
0.6
0.5
c
Chapter 06 – Process Selection and Facility Layout
6-13
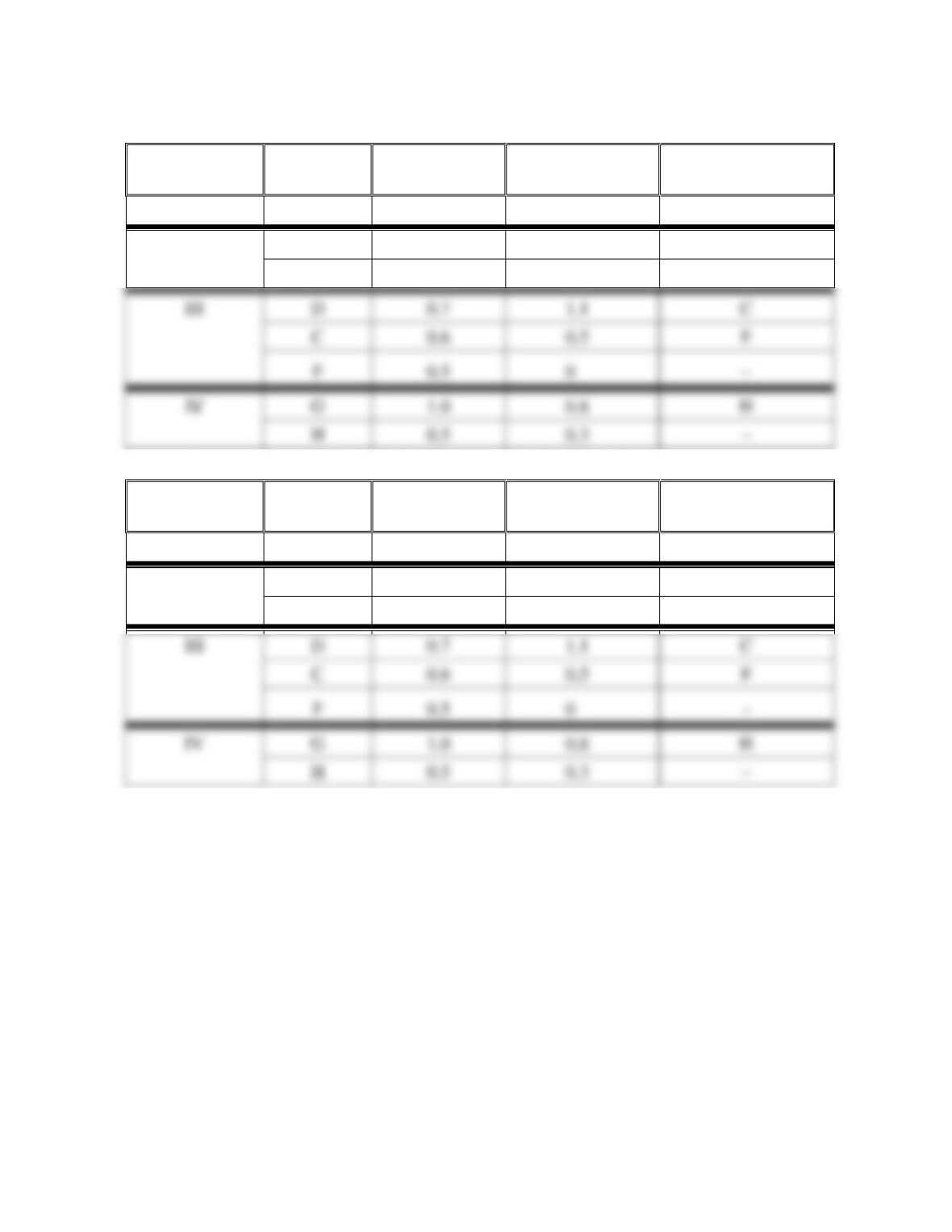
Assembly Line Balancing Table (CT = 1.8)
Work Station
Task
Task Time
Time Remaining
Feasible tasks
Remaining
I
A
1.4
0.4
–
II
B
0.5
1.3
C, D, E
E
0.8
0.5
–
b. Assembly Line Balancing Table (CT = 1.8)
Work Station
Task
Task Time
Time Remaining
Feasible tasks
Remaining
I
A
1.4
0.4
–
II
B
0.5
1.3
C, D, E
E
0.8
0.5
–
D
0.7
1.1
C
0.6
0.5
F
0.5
0
–
G
1.0
0.8
H
0.5
0.3
–
D
0.7
1.1
C
0.6
0.5
G
1.0
0.8
H
0.5
0.3
–
Chapter 06 – Process Selection and Facility Layout
6-14
c.
%3.83
2.7
0.6
stations of no. xCT
timeTotal
Efficiency ===
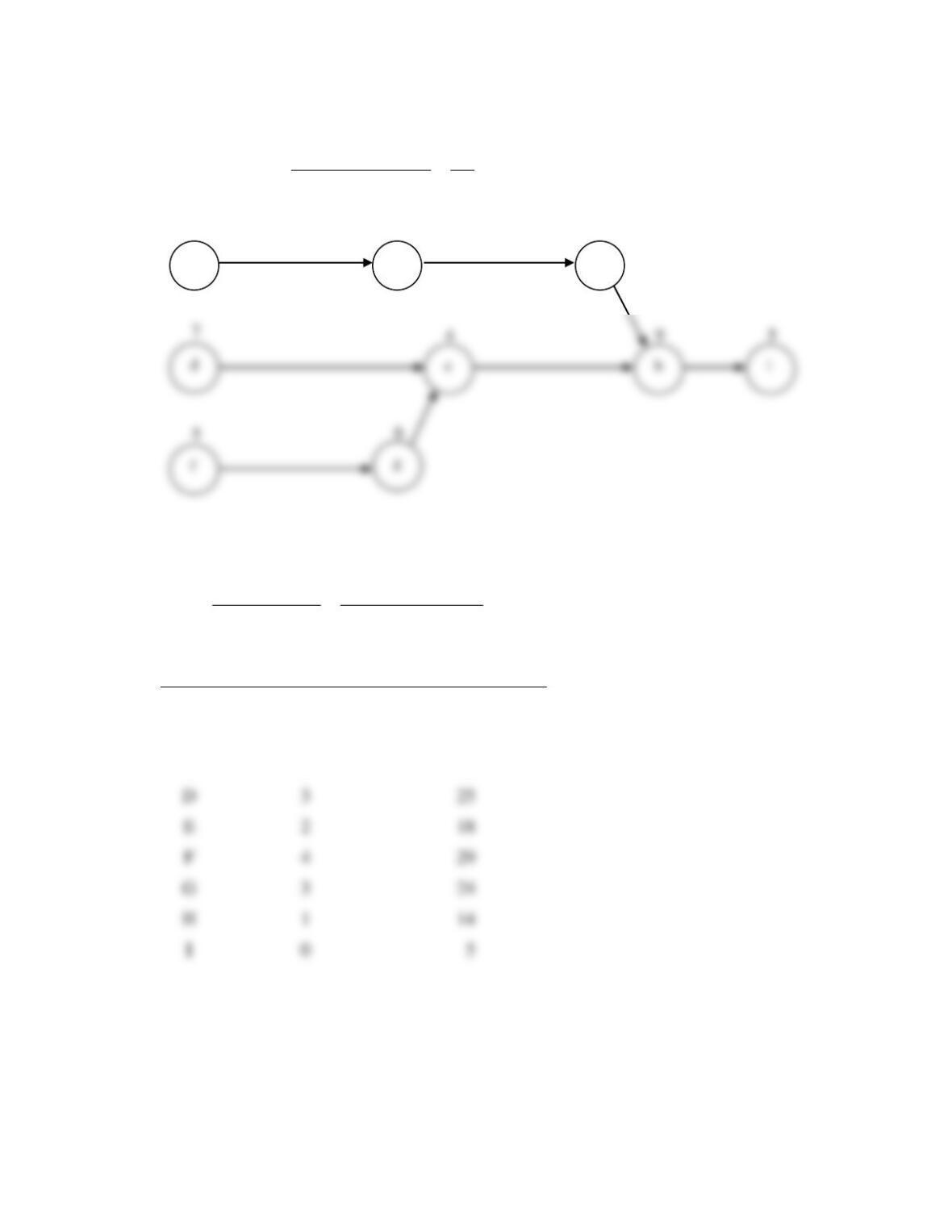
3.
Desired output = 4
Operating time = 56 minutes
unitper minutes 14
hourper units 4
hourper minutes 65
output Desired
timeOperating
CT ===
Task
# of Following tasks
Positional Weight
A
4
23
B
3
20
C
2
18
D
3
25
2
18
4
29
H
1
14
0
3
a
2
b
4
c
4
9
5
6
g
Chapter 06 – Process Selection and Facility Layout
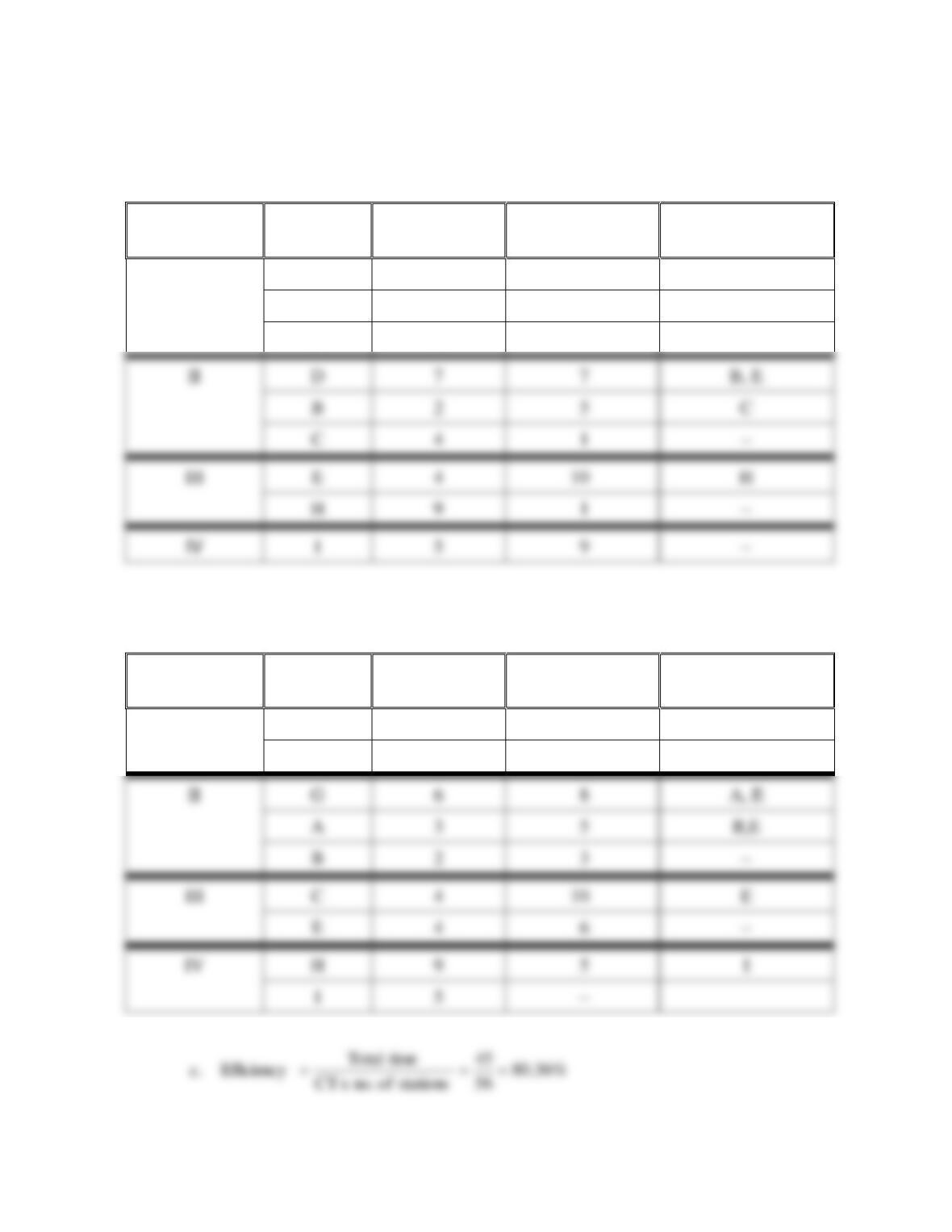
6-15
a. First rule: most followers. Second rule: largest positional weight.
Assembly Line Balancing Table (CT = 14)
Work Station
Task
Task Time
Time Remaining
Feasible tasks
Remaining
I
F
5
9
A,D,G
A
3
6
B,G
G
6
–
–
b. First rule: Largest positional weight.
Assembly Line Balancing Table (CT = 14)
Work Station
Task
Task Time
Time Remaining
Feasible tasks
Remaining
I
F
5
9
A,D,G
D
7
2
–
G
6
8
A
3
5
B
2
3
–
E
4
6
–
H
9
5
5
–
D
7
7
B
2
5
C
4
1
–
E
4
H
9
1
–
5
9
–

Chapter 06 – Process Selection and Facility Layout
6-16
4. a, b
a. l.
2. Minimum Ct = 1.3 minutes
Task
Following tasks
a
4
b
3
c
3
d
2
e
3
2
g
1
h
0
Work Station
Eligible
Assign
Time Remaining
Idle Time
I
a
A
1.1
b,c,e, (tie)
B
0.7
C
0.4
E
0.3
0.3
II
d
D
0.0
0.0
0.5
h
H
0.1
0.1
0.6
c
a