
T=3.8Yf
ρc
3
K
Therefore, the temperature for the aluminum is
ρc
K=3.8(120)
2.6
97
8.112 In a dry cutting operation using a −5◦rake an-
gle, the measured forces were Fc= 1330 N and
Ft= 740 N. When a cutting fluid was used, these
forces were Fc= 1200 N and Ft= 710 N. What is
the change in the friction angle resulting from the
use of a cutting fluid?
tan β=740 + (1330) tan −5◦
1330 −740 tan −5◦= 0.447
Therefore, β= 24.1◦. With a cutting fluid,
8.113 In the dry machining of aluminum with a 10◦rake
angle tool, it is found that the shear angle is 25◦.
Determine the new shear angle if a cutting fluid is
8.114 Taking carbide as an example and using Eq. (8.30),
We begin with Eq. (8.32) which, for this case, can
tain
f2
f1
= 3−a/b
For carbide tools, approximate values are given on
= 0.83, or 83%.
8.115 With appropriate diagrams, show how the use of a
force, Ft. Consider the sketch given below. The
left sketch shows cutting without an effective cut-
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

Chip
Tool
Workpiece
Fc
Ft
R
F
N
α
Chip
Tool
Workpiece
Fc
Fs
Ft
R
F
N
α
φ
β
β−α
8.116 An 8-in-diameter stainless-steel bar is being turned
on a lathe at 600 rpm and at a depth of cut, d= 0.1
in. If the power of the motor is 5 hp and has a me-
chanical efficiency of 80%, what is the maximum
feed that you can have at a spindle speed of 500
rpm before the motor stalls?
= 3.33 in3/min. Because the depth of cut is much
smaller than the workpiece diameter and referring
n= 0.3, calculate the percentage increase in tool
The Taylor equation for tool wear is given by
Eq. (8.31), which can be rewritten as
C=V T n
We can compare two cases as
V1Tn
1=V2Tn
2
or
V2
V1
=„T1
T2«n
solving for T1/T2,
T1
T2
=„V2
V1«1/n
(a) For the case where the speed is reduced by
30%, then V2= 0.7V1, and thus
(b) For a speed reduction of 60%, the new tool
life equation. (Assume a straight line relationship.)
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.
400 0.5 0.0014
4.0 0.0030
16.0 0.0082
54.0 0.0150
2.0 0.0035
8.0 0.0100
14 0.0160
2.0 0.0160
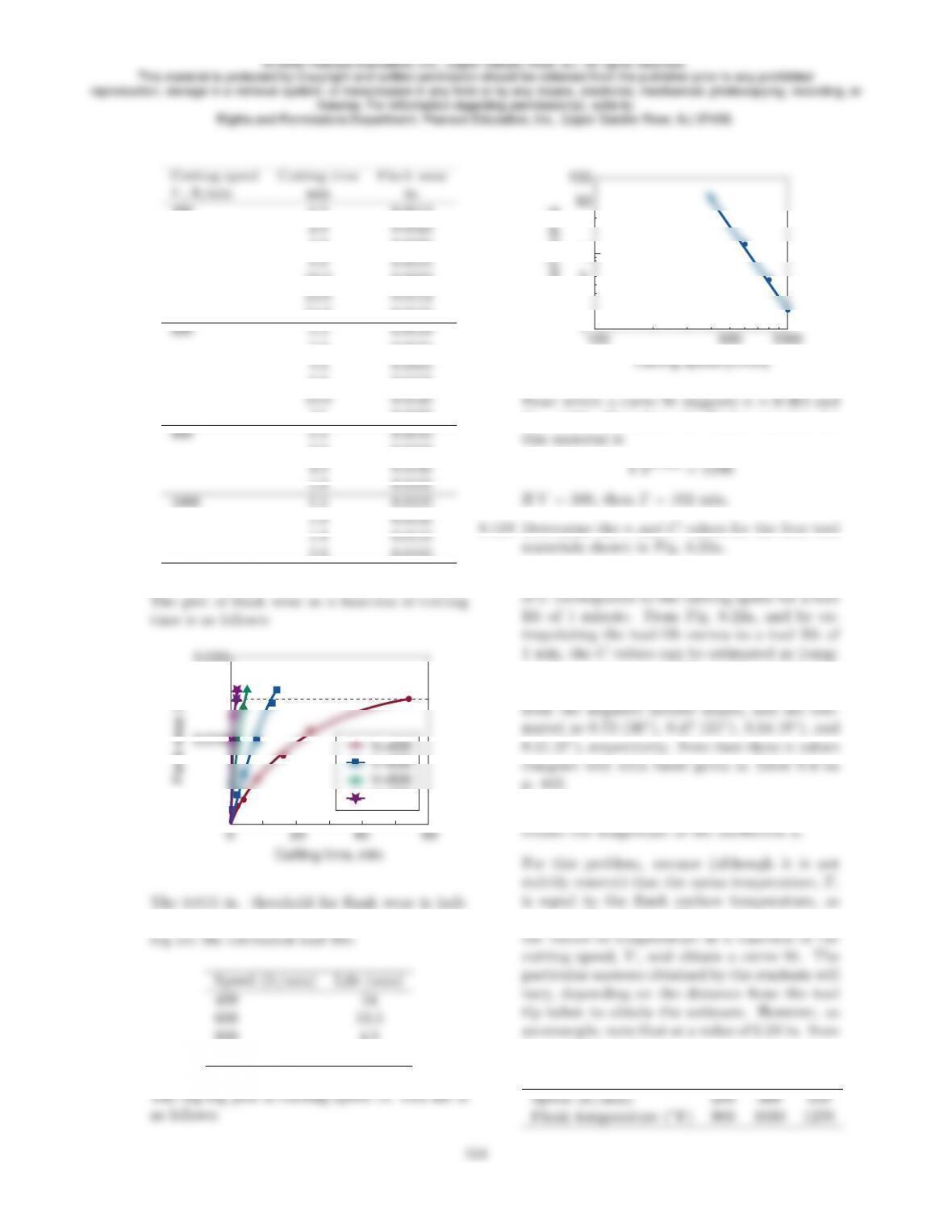
Tool life (min)
10
5
50
C= 1190. Therefore, the Taylor equation for
From Eq. (8.31) on p. 441 note that the value
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

in rough turning a 1.5-m-long, annealed
aluminum-alloy round bar 75-mm in diameter,
or
t=L
fN =1.5
(0.002)(1018) = 0.74 min = 44 s
8.122 A 150-mm-long, 75-mm-diameter titanium-
alloy rod is being reduced in diameter to 65 mm
41.89 rad/s. The depth of cut can be calculated
from the information given as
= 2.2×105mm3/min
or MRR=3660 mm3/s. The actual time to cut
or 12.8 kW. The cutting force, Fc, is the tan-
gential force exerted by the tool. Since power
is the product of torque and rotational speed,
8.123 Calculate the same quantities as in Example 8.4
but for high-strength cast iron and at N= 500
ameter, Do, and is obtained from the expression
f=v
N=8 in./min
300 rpm = 0.0267 in/rev
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

and since 1 hp = 396,000 in.-lb/min, the power
(300)2π= 38.8 in.-lb
is 0.005 in./rev, what is the material removal
rate? What is the MRR if the drill diameter is
tripled?
4(0.005)(300)
= 0.66 in3/min
2.25 in.), then the metal removal rate is
= 5.96 in3/min
It can be seen that this is a ninefold increase in
=π(15 mm)2
4(0.1 mm/rev)(500 rpm)
= 8840 mm3/min
Power is the product of the torque on the drill
and the rotational speed in radians per second,
D≫d.
d
x
lc
Referring to the figure given above, the hy-
2=x/2
R=x
2R
From the lower triangle,
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

8.127 Calculate the chip depth of cut in Example 8.6.
The chip depth of cut, tc, is given by Eq. (8.42)
8.128 In Example 8.6, which of the quantities will be
affected when the spindle speed is increased to
200 rpm?
on a 20-in.-long, 6-in.-wide high-strength-steel
block at a feed of 0.01 in./tooth and a depth of
cut of 0.15 in. The cutter has a diameter of 2.5
in, has six straight cutting teeth, and rotates at
mm, w= 30 mm, l= 600 mm, d= 2 mm,
v= 1 mm/s, and N= 200 rpm. The cutter
has 10 inserts, and the workpiece material is
wd = (30)(2) = 60 mm2
Noting that the workpiece speed is v= 1 mm/s,
to Problem 8.126)
lc=√Dd =p(200)(2) = 20 mm
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

8.131 Estimate the time required for face milling an
8-in.-long, 3-in.-wide brass block using a 8-in-
diameter cutter with 12 HSS teeth.
Table 8.12 on p. 489), and the maximum feed
per tooth as 0.5 mm, or 0.02 in., The rotational
N=V
πD =59 in./s
π(8 in.) = 2.34 rev/s = 131 rpm
The workpiece speed can be obtained from
Therefore the cutting time is
8.132 A 12-in-long, 2-in-thick plate is being cut on a
band saw at 150 ft/min The saw has 12 teeth
per in. If the feed per tooth is 0.003 in., how
long will it take to saw the plate along its
length?
8.133 A single-thread hob is used to cut 40 teeth on a
If a single-threaded hob is used to cut forty
teeth, the hob and the blank must be geared so
that the hob makes forty revolutions while the
πD
Since the cutting speed is given as 200 ft/min
30.2/40 = 0.75 rpm.
8.134 In deriving Eq. (8.20) it was assumed that the
friction angle, β, was independent of the shear
angle, φ. Is this assumption valid? Explain.
8.135 An orthogonal cutting operation is being car-
thrust force = 200 N. Calculate the percent-
age of the total energy that is dissipated in the
shear plane during cutting.
The total power is
Eq. (8.1) on p. 420 as
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

= 29.0◦
Note that because all necessary data is given,
we should not use the approximate shear-angle
or β= 36.7◦Also, Fsis calculated as
Fs=Rcos (φ+β−α)
or Pshear = 677 N-m/s. Hence the percentage is
p. 430.
8.136 An orthogonal cutting operation is being car-
ried out under the following conditions: depth
Pshear =FsVs
where
Fs=Rcos (φ+β−α)
and
= 16.7◦
Note that because all the necessary data is
given, we should not use the shear-angle rela-
= 36.9◦
= (250) cos (16.7◦+ 36.9◦−0◦)
= 148 lb
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

(300)(0.020)(0.10)(12)=14.4 in3/min. Thus,
the heat content, Q, of the chip is
Qchip =cρV ∆T
8.137 It can be shown that the angle ψbetween the
shear plane and the direction of maximum grain
of the chip obtained from orthogonal cutting of
an annealed metal. The rake angle and cutting
Remembering that we only have a piece of the
chip and we do not know its relationship to the
between the angles ψand γ. Also from
Eq. (8.3) we have a relationship between
φand γ. Therefore, we can determine the
value of γ.
face. Based on observations such as those
given in Table 8.1, we may estimate this
8.138 A lathe is set up to machine a taper on a bar
stock 120 mm in diameter; the taper is 1 mm
per 10 mm. A cut is made with an initial depth
which is tapered. If the depth of cut were a con-
stant at 4 mm, the metal removal rate would be
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

Cm=Tm(Lm+Bm)
=πLD
fV (Lm+Bm)
=πLD
V(Lm+Bm)1
f
The number of parts per tool grind is given as
8.140 Assuming that the coefficient of friction is 0.25,
calculate the maximum depth of cut for turning
a hard aluminum alloy on a 20-hp lathe (with
a mechanical efficiency of 80%) at a width of
cut of 0.25 in., rake angle of 0◦, and a cutting
speed of 300 ft/min. What is your estimate of
the material’s shear strength?
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

measure the temperature in a cutting opera-
tion at a speed of 250 ft/min and feed of 0.0025
in./rev as 1200◦F. What would be the approx-
imate temperature if the cutting speed is in-
creased by 50%? What should the speed be to
lower the maximum temperature to 800◦F?
or
T=kV afb
where kis a constant. From Section 8.2.6, for
a carbide tool, a= 0.2 and b= 0.125. For
2fb
2
1
or T1
equation is problematic if either of the tem-
peratures T1or T2is zero or negative; there-
fore, an absolute temperature scale is required.
most, 2.0 hp.min/in3(see Table 8.3). There-
fore, the horsepower needed in the lathe motor,
corrected for 80% efficiency, is
P=2.0 hp-min/in3
36.5 in3/min = 0.05 hp
8.143 (a) A 6-in.-diameter aluminum bar with a
length of 12 in. is to have its diameter reduced
to 5 in. by turning. Estimate the machining
time if an uncoated carbide tool is used. (b)
What is the time for a TiN-coated tool?
d= 0.01 −0.35 in.
f= 0.003 −0.025 in.
V= 650 −2000 ft/min.
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

d= 0.02 in. For the roughing cuts, the maxi-
mum allowable feed and speed can be used, so
that f= 0.025 in./rev and V= 2000 ft/min.
is 5.76 in., and 5.28 in. for the second cut. The
rotational speeds for first and second roughing
(0.02 in./rev)(60 rpm)
= 18.36 min
characteristics of the roughing and finishing
cuts selected. This answer will be based the
2= 5.76 in.
=π(5.76)(0.24)(0.025)(110)
= 11.94 in3/min
MRR=11.94 in3/min and P= 3.28 hp. For
us=FsVs
wtoVand uf=F Vc
wtoV
Thus, their ratio becomes
ther by noting in the table for Problem 8.107
that the magnitudes of φand αare close to
each other. This expression can thus be ap-
we obtain us
= cot βcot α
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

8.146 For a turning operation using a ceramic cutting
tool, if the cutting speed is increased by 50%,
by what factor must the feed rate be modified
to obtain a constant tool life? Let n= 0.5 and
y= 0.6.
Equation (8.33) will be used for this problem.
Since the tool life is constant, we can write the
so that f1
=1.521/1.2= 1.96
8.147 Using Eq. (8.35), select an appropriate feed for
R= 1 mm and a desired roughness of 1 µm.
How would you adjust this feed to allow for nose
f= 0.089 mm/rev
8.148 In a drilling operation, a 0.5-in. drill bit is be-
ing used in a low-carbon steel workpiece. The
The velocity of the drill into the workpiece
is v=fN = (0.010 in./rev)(700 rpm) = 7
in./min. Since the hole is to be tapped to a
depth of 1 in., it should be drilled deeper than
this distance. Note from Section 8.9.4 that the
point angle for steels ranges from 118◦to 135◦,
so that (using 118◦to get a larger number and
8.149 Assume that in the face-milling operation
shown in Fig. 8.54, the workpiece dimensions
0.005 in./tooth. Assume that the specific en-
ergy required for this material is 2 hp-min/in3
and that only 75% of the cutter diameter is en-
or MRR = 6.75 in3/min. Since the specific
8.150 Calculate the ranges of typical machining times
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

0.015 in/tooth. The cutting time, as obtained
for 10 teeth in the cutter. is given below:
erance of 0.0001 in. in machining? A tolerance
of 0.001 in.? Assume that the spindle is made
that the temperatures involved are quite small,
8.152 In the production of a machined valve, the labor
rate is $19.00 per hour and the general overhead
Ψ = 1
45
60 (19 + 15) + 25+ 1(19 + 15)
lem 8.152 for maximum production.
8.154 Develop an equation for optimum cutting speed
in a face milling operation using a milling cutter
be acceptable, depending on the specific as-
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

+lD
C1/nf mVn/(n−1)Ψ
8.156 Assume that you are an instructor covering the
topics in this chapter, and you are giving a quiz
on the quantitative aspects to test the under-
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

8.157 Tool life could be greatly increased if an effec-
tive means of cooling and lubrication were de-
and students are encouraged to pursue creative
solutions. Methods of delivering fluid to the
cutting zone include (see also Section 8.7.1):
(a) Flooding or mist cooling of the cutting
zone, which has been the traditional ap-
proach.
(b) High-pressure coolant application.
8.158 Devise an experimental setup whereby you can
perform an orthogonal cutting operation on a
lathe using a short round tubular workpiece.
8.159 Cutting tools are sometimes designed so that
Fig. 8.7c). Explain the possible advantages of
By the student. The principal reason is that
by reducing the tool-chip contact, the friction
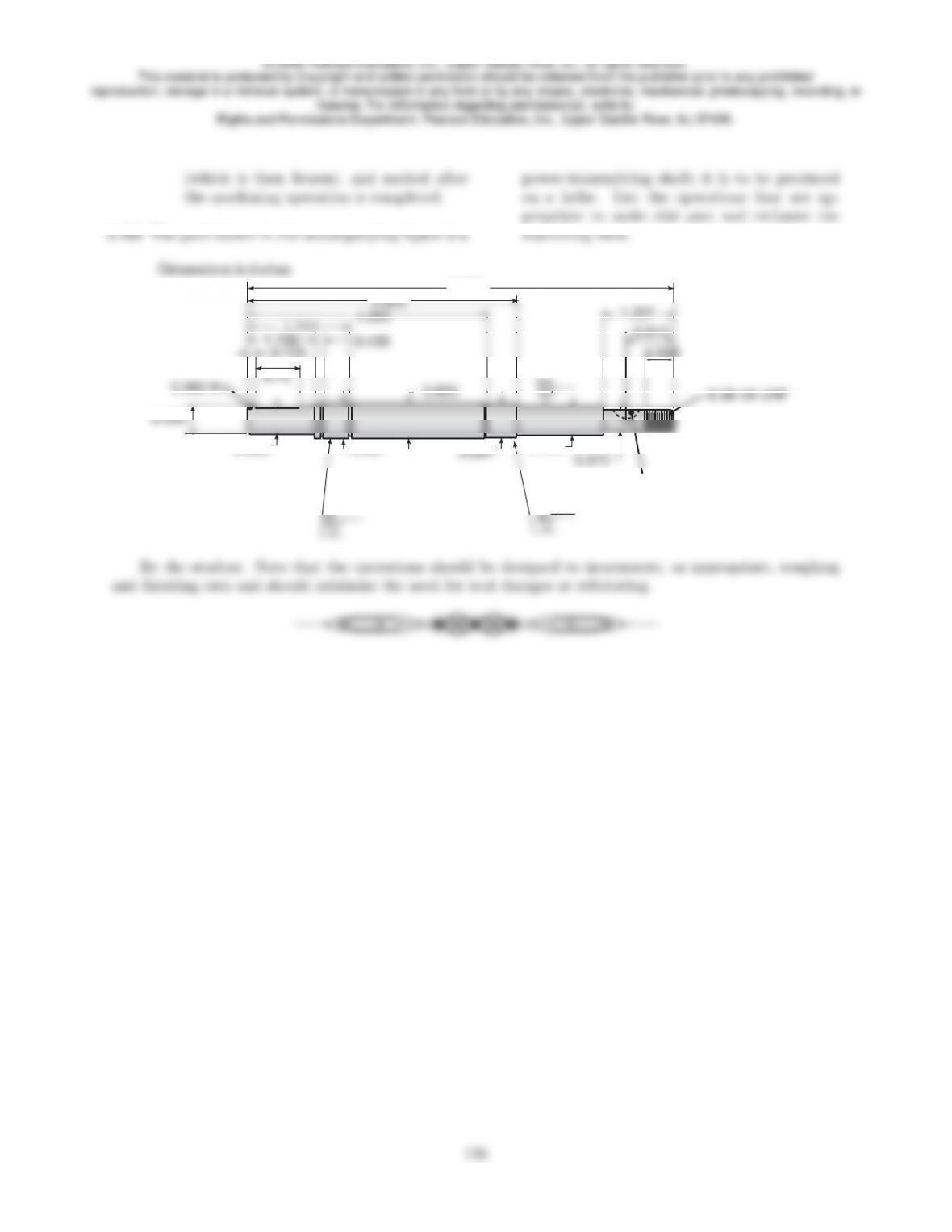
8.160 The accompanying illustration shows drawings
for a cast-steel valve body before (left) and af-
ter (right) machining. Identify the surfaces that
are to be machined (noting that not all sur-
faces are to be machined). . What type of
machine tool would be suitable to machine this
part? What type of machining operations are
involved, and what should be the sequence of
these operations?
Casting After machining
100 mm
By the student. Note that the dimensions of the
part suggest that most of these surfaces are produced
and (g) production rates achieved.
tions. Some examples of acceptable answers
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

bar stock by placing the hex stock into a chuck
and machining the cylindrical shank of the bolt
the workpiece surface, and the associated dy-
namic stresses which, in turn, could lead to tool
area of the bolt also will have an influence on
8.163 Design appropriate fixtures and describe the
machining operations required to produce the
piston shown in Fig. 12.62.
By the student. Note that the piston has to be
greatly affected in a favorable way.
(b) Brazing or welding an insert is probably
withstand machining operation.
(b) It is likely that the tool will wear beyond
8.165 Describe your thought on whether chips pro-
istics and differences as compared to the same
products made by other manufacturing pro-
cesses. Which types of chips would be desirable
for this purpose? Explain.
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

8.166 Experiments have shown that it is possible to
(0.003 in.) thick and 10 mm (4 in.) wide, which
would be similar to rolled sheet. Materials used
8.168 If expanded honeycomb panels (see Section
7.5.5) were to be machined in a form milling op-
you take to keep the sheet metal from buckling
due to cutting forces? Think of as many solu-
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.
7.282
4.625
4.093
0.439
0.625
0.591
0.591
1.741
1.156
0.125
0.75
0.460 0.500
0.375
1.207
0.813
0.500
0.500
0.062 R
90
30
130
30
60
30
0.38-24 UNF
Key seat width 0.096 x depth 0.151
Dimensions in inches
By the student. Note that the operations should be designed to incorporate, as appropriate, roughing
and finishing cuts and should minimize the need for tool changes or refixturing.
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.