
ing 0.5-mm-thick 5052-O aluminum foil in the
shape of a square hole 30 mm on each side.
mm, and the thickness is given as t=0.5 mm.
7.72 A straight bead is being formed on a 1-mm-
sidering springback, calculate the outside diam-
RiY
ET =(0.009)(150)
(70,000)(0.001) = 0.0193
0.942 =9 mm
0.942 = 9.55 mm
7.73 Inspect Eq. (7.10) and substituting in some nu-
merical values, show whether the first term in
the equation can be neglected without signifi-
lem 7.72 where it was shown that
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

required to develop a pressure of 10,000 psi on
the surface of the workpiece. Use a standoff of
7.75 Estimate the limiting drawing ratio (LDR) for
the materials listed in Table 7.3.
Cold-rolled Al-killed 1.4-1.8 2.5-2.6
steel
Aluminum alloys 0.6-.8 2.2-2.3
Copper and brass 0.6-0.9 2.3-2.4
7.77 A cup is being drawn from a sheet metal that
has a normal anisotropy of 3. Estimate the
maximum ratio of cup height to cup diameter
π
4D2
o−D2
p=πDph
7.78 Obtain an expression for the curve shown in
Fig. 7.56 in terms of the LDR and the average
normal anisotropy, ¯
R(Hint: See Fig. 2.5b).
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

LDR = 2.3¯
R0.14
7.79 A steel sheet has Rvalues of 1.0, 1.5, and 2.0 for
the 0◦, 45◦and 90◦directions to rolling, respec-
tively. If a round blank is 150 mm in diameter,
4= 1.5
The limiting-drawing ratio can be obtained
7.80 In Problem 7.79, explain whether ears will form
and, if so, why.
on p. 399. Thus, the minor axis will have the
dimension
x−4 mm
4 mm =−0.125
A=π5 mm
Fig. 7.61.
The coordinate system is shown in the accom-
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

7.83 In Example 7.4, assume that the stretching is
done by two equal forces F, each at 6 in. from
αmax = 50◦without necking, what should be
the minimum value of nof the material?
(1) Refer to Fig. 7.31 on p. 373 and note the
following: (a) For two forces Fat 6 in. from
each end, the dimensions of the edge portions
Consequently, the tensile force, which is uni-
form throughout the stretched part, is
(2) For α= 50◦, we have the total length of the
stretched part as
Lf= 2 6 in.
Thus, 304 annealed stainless steel, phosphor
bronze, or 70-30 annealed brass would be suit-
7.84 Derive Eq. (7.5).
tral axis) be lo, we note that
lo=R+T
a 0.5-in. thick annealed 304 stainless-steel plate
that has a diameter of 12 in. on a conical man-
drel of α= 30◦. The mandrel rotates at 100
Ft=utofsin α
In order to determine u, we need to know
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

in. diameter, hence
T= (3190 lb) 12 in.
2= 19,140 in-lb
or T= 1590 ft-lb. Thus the maximum power
required is
7.86 Obtain an aluminum beverage can and cut it in
half lengthwise with a pair of tin snips. Using a
micrometer, measure the thickness of the bot-
0.0120 in. thick. The wall thickness reduction
in ironing is then
= 0.1767 in3
0.1767 in3=πd2
4to=πd2
4(0.012 in)
or d= 4.33 in.
7.87 What is the force required to punch a square
hole, 150 mm on each side, from a 1-mm-thick
5052-O aluminum sheet, using flat dies? What
would be your answer if beveled dies were used
instead?
= 0.7(190 MPa)(0.001 m)(0.60 m)
= 79,800 N = 79.8 kN
blanks if the clearance between blanks is one
tenth of the radius of the blank. Consider sin-
illustration is shown below.
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.
2R
0.1R
2.1R
The area of the unit cell is A=
4.62R2×100 = 32%
7.89 Plot the final bend radius as a function of ini-
tial bend radius in bending for (a) 5052-O alu-
minum; (b) 5052-H34 Aluminum; (c) C24000
the following data is compiled:
5052-H34 210 73
C24000 Brass 265 127
AISI 304 SS 265 195
Rf/Ri
5052-H34
C24000 Brass
304 SS
5052-O
1.05
1.10
1.15
1.2
1.25
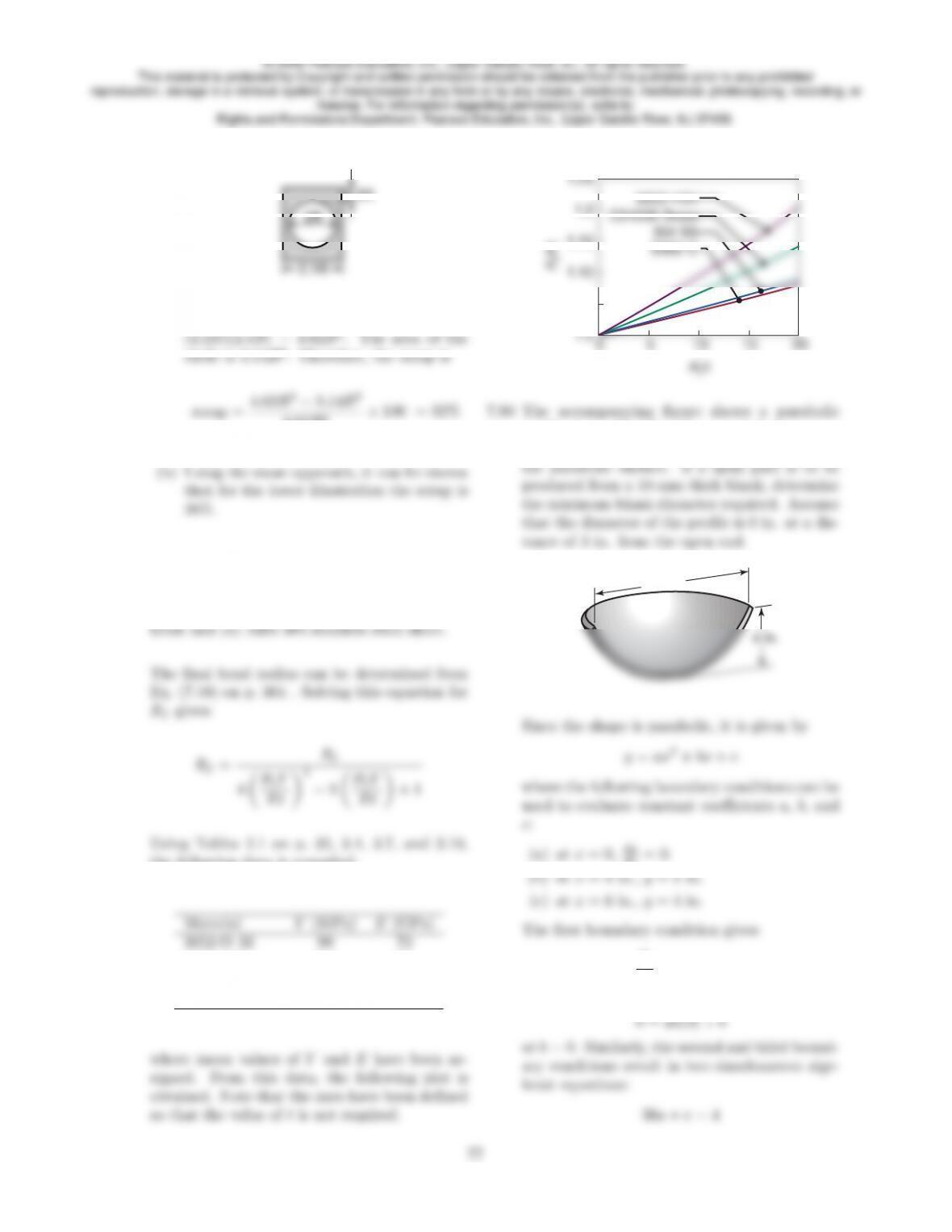
profile that will define the mandrel shape in a
spinning operation. Determine the equation of
12 in.
(a) at x= 0, dy
dx = 0.
dy
dx = 2ax +b
Therefore,
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

and
9a+c= 1
Thus, a=1
9and c= 0, so that the equation for
7.91 For the mandrel needed in Problem 7.90, plot
the sheet-metal thickness as a function of radius
if the part is to be produced by shear spinning.
Is this process feasible? Explain.
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

7.93 Consider several shapes (such as oval, triangle,
L-shape, etc.) to be blanked from a large flat
sheet by laser-beam cutting, and sketch a nest-
ing layout to minimize scrap.
7.94 Give several structural applications in which
diffusion bonding and superplastic forming are
used jointly.
7.95 On the basis of experiments, it has been
suggested that concrete, either plain or rein-
forced, can be a suitable material for dies in
sheet-metal forming operations. Describe your
7.96 Metal cans are of either the two-piece variety
For a three-piece can, should the seam be (a) in
the rolling direction, (b) normal to the rolling
direction, or (c) oblique to the rolling direction
of the sheet? Explain your answer, using equa-
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

7.97 Investigate methods for determining optimum
shapes of blanks for deep-drawing operations.
This is a topic that continues to receive consid-
erable attention. Finite-element simulations, as
two different directions, comment on relevant
manufacturing considerations. Include factors
such as anisotropy of the cold-rolled sheet, its
surface texture, the bend directions, the nature
of the sheared edges, and the method by which
the handle is snapped in for assembly.
produced by bending only because of this notch.
As such, the important factors are bendabil-
7.99 Design a box that will contain a 4 in. ×6 in. ×3
in. volume. The box should be produced from
7.101 In opening a can using an electric can opener,
you will note that the lid often develops a scal-
loped periphery. (a) Explain why scalloping
occurs. (b) What design changes for the can
opener would you recommend in order to min-
imize or eliminate, if possible, this scalloping
effect? (c) Since lids typically are recycled or
discarded, do you think it is necessary or worth-
while to make such design changes? Explain.
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

7.103 Lay out a roll-forming line to produce any three
Stage 7
7.104 Obtain a few pieces of cardboard and carefully
cut the profiles to produce bends as shown in
ment on the difference in strain states between
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.