
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.
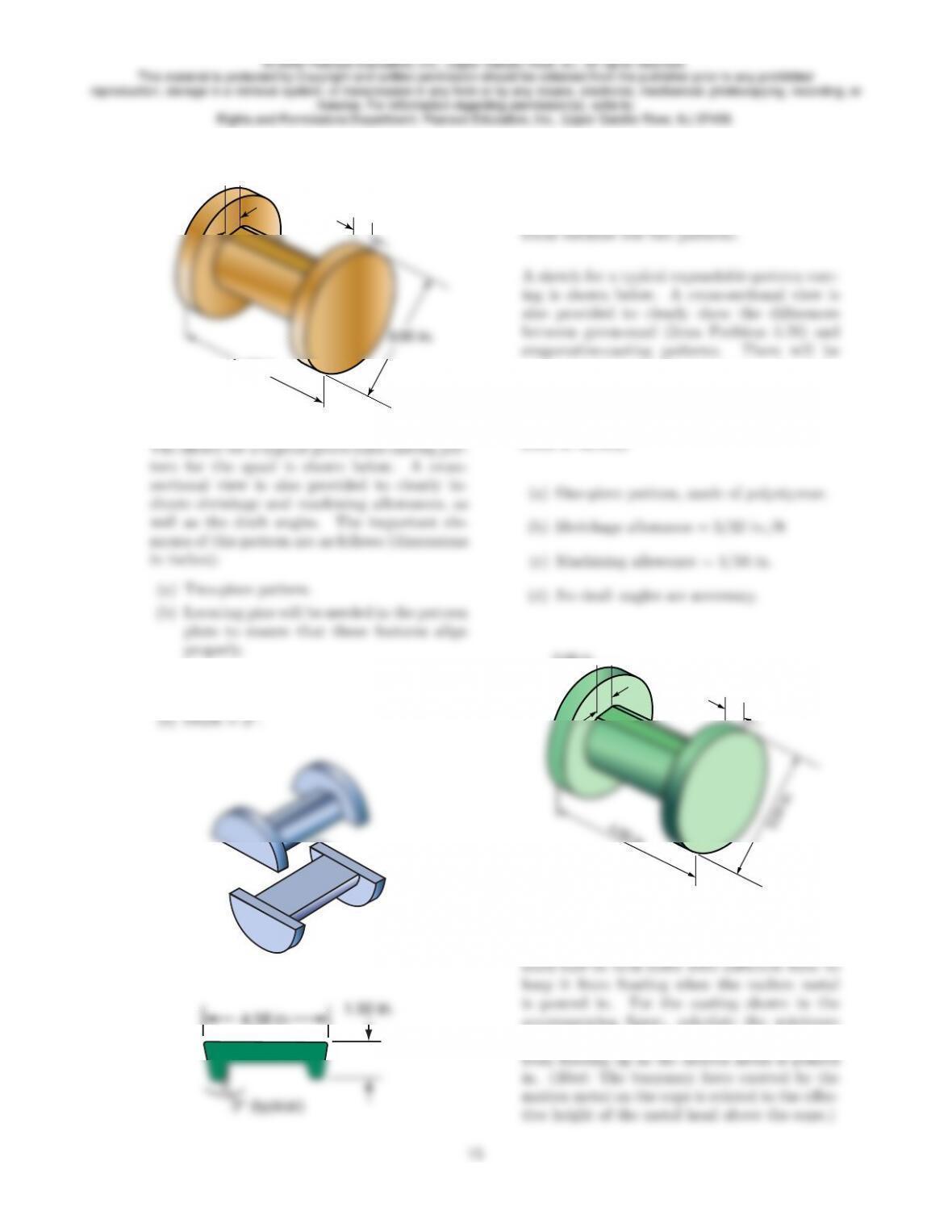
0.50 in.
0.45 in.
4.00 in.
The sketch for a typical green-sand casting pat-
tern for the spool is shown below. A cross-
sectional view is also provided to clearly in-
(b) Locating pins will be needed in the pattern
plate to ensure that these features align
properly.
(c) Shrinkage allowance = 5/32 in./ft.
(d) Machining allowance = 1/16 in.
5.71 Repeat Problem 5.70, but assume that the alu-
minum spool is to be cast using expendable-
pattern casting. Explain the important differ-
some variations in the patterns produced by
students depending on which dimensions are as-
signed a machining allowance. The important
elements of this pattern are as follows (dimen-
sions in inches):
0.56 in.
0.52 in.
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.
Section A-A
3.00
2.00
2.50
1.00
0.50
2.00 1.00
1.00
2.50
4.00
5.00
R = 0.75
Material: Low-carbon steel
Density: 0.26 lb/in3
All dimensions in inches
3.00
F=pA
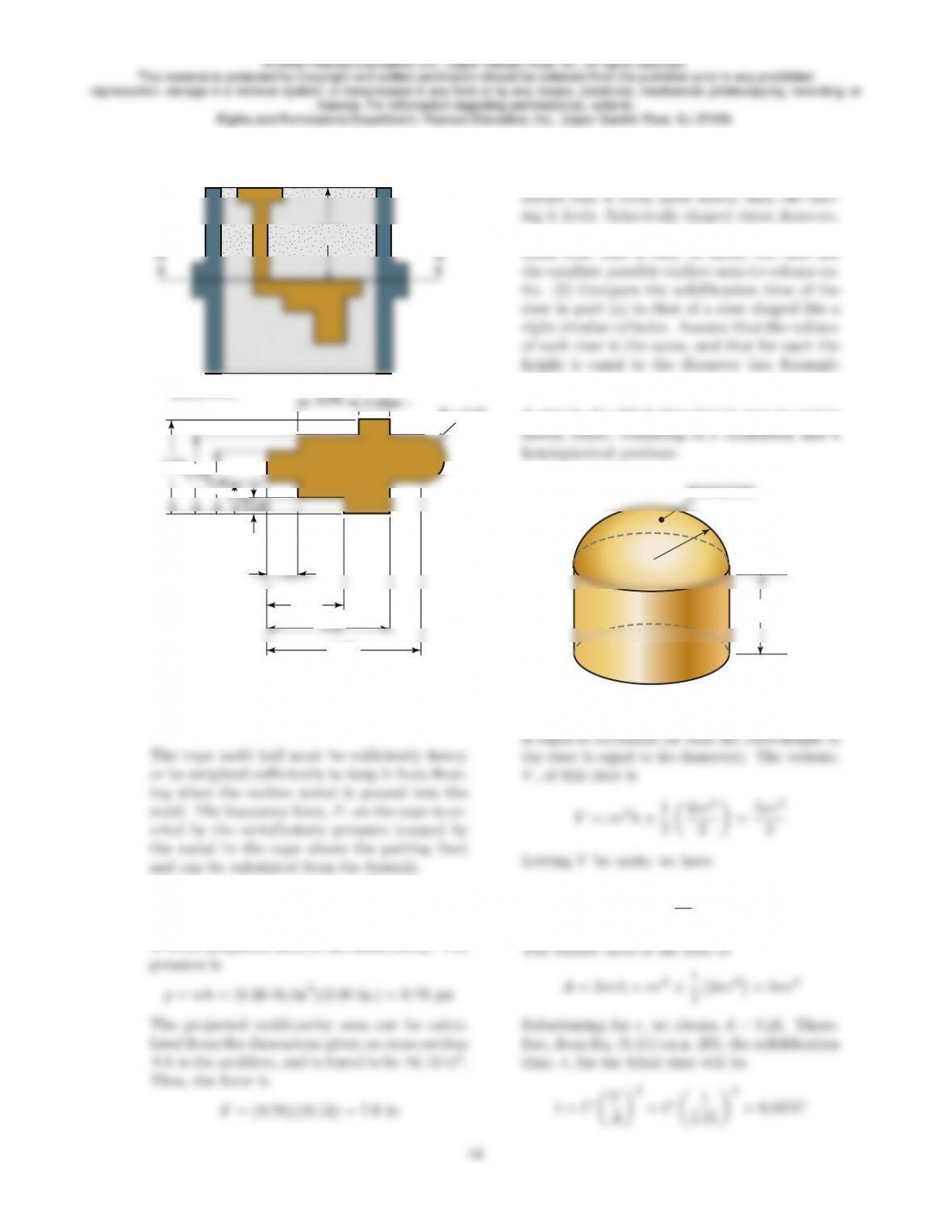
5.73 The optimum shape of a riser is spherical to
are difficult to cast. (1) Sketch the shape of a
5.2).
A sketch of a blind riser that is easy to cast is
Hemisphere
h=r
r
Note that the height of the cylindrical portion
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

5.74 The part shown in the accompanying figure
is a hemispherical shell used as an acetabular
(mushroom shaped) cup in a total hip replace-
ment. Select a casting process for this part
=C“πd2h/4
(πd2/2 + πdh)#
=Cdh
2d+ 4h= 4 min
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

5.77 A sprue is 12 in. long and has a diameter of 5
in. at the top, where the metal is poured. The
molten metal level in the pouring basin is taken
as 3 in. from the top of the sprue for design pur-
poses. If a flow rate of 40 in3/s is to be achieved,
what should be the diameter of the bottom of
the sprue? Will the sprue aspirate? Explain.
It designed on the principle that a trap at the
end of a runner will take the metal through the
runner and keep it away from the gates. The
design shown is a wedge-type trap. Metal en-
tering the runner contacts the wedge, and the
leading front of the metal wave is chilled and
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

5.79 Pure aluminum is being poured into a sand
mold. The metal level in the pouring basin is
10 in. above the metal level in the mold, and
the runner is circular with a 0.4 in. diameter.
What is the velocity and rate of the flow of the
metal into the mold? Is the flow turbulent or
laminar?
would occur with the normal case of a pouring
basin on top of the sprue with a large cross-
sectional area), then v1= 0. The velocity at
Pure aluminum has a density of 2700 kg/m3
m),
ameter should be decreased to bring Re below
20,000 or so.
5.80 For the sprue described in Problem 5.79, what
runner diameter is needed to ensure a Reynolds
number of 2000? How long will a 20 in3casting
take to fill with such a runner?
= 0.0266 in3/sec
This means that a 20 in3casting would take 753
5.81 How long would it take for the sprue in Problem
5.79 to feed a casting with a square cross-section
of 6 in. per side and a height of 4 in.? Assume
in2. The velocity will change as the mold fills,
because the pouring basin height above the
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

A= 36 in2,tis found to be 14.7 s. As a compar-
5.79, the mold would require approximately 13
200 mm ×400 mm is filled with aluminum with
no superheat. Determine the final dimensions
5.1 on p. 206, the volumetric contraction for
aluminum is 6.6%. Therefore, the box volume
will be
V= (1 −0.066)(0.008 m3) = 0.007472 m3
5.83 The constant Cin Chvorinov’s rule is given as
of 125 mm. Estimate the time for the cast-
Assuming the cylinder cools evenly, how much
time must transpire after pouring the molten
= 2 hπ
4(75)2i+π(75)(125)
= 38,290 mm2
V=π
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

that 0.533(624)=333 s is needed. However, this
would not be sufficient because an annular sec-
tion at an outside radius has more material than
has to wait 602 s before the mold can be broken.
5.84 If an acceleration of 100 g is necessary to pro-
duce a part in true centrifugal casting and the
part has an inner diameter of 10 in., a mean
outer diameter of 14 in., and a length of 25 ft.,
what rotational speed is needed?
a 0.5 in. diameter. The rings are located in
and 0.5-in. long runner to the sprue. Estimate
rings, runners, and sprues. The specific gravity
of gold is 19.3.
then 0.18 in3, and a total volume for 20 rings of
so this volume component is
V= 20 π
4d2L= 20 π
4(0.125 in.)2(0.5 in.)
ended question that requires considerable focus
work problem.
Design
p. 203). Make appropriate sketches and explain
the important features of each design.
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.
Fluidity index
fects and discontinuities in cast products. Re-
view each one and offer design solutions to avoid
them.
Riser
(c)
(d)
Cold tearing
5.90 Design a test method to measure the perme-
ability of sand for sand casting.
5.91 Describe the procedures that would be involved
in making a bronze statue. Which casting pro-
cess or processes would be suitable? Why?
5.92 Porosity developed in the boss of a casting is
illustrated in the accompanying figure. Show
that by simply repositioning the parting line of
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.
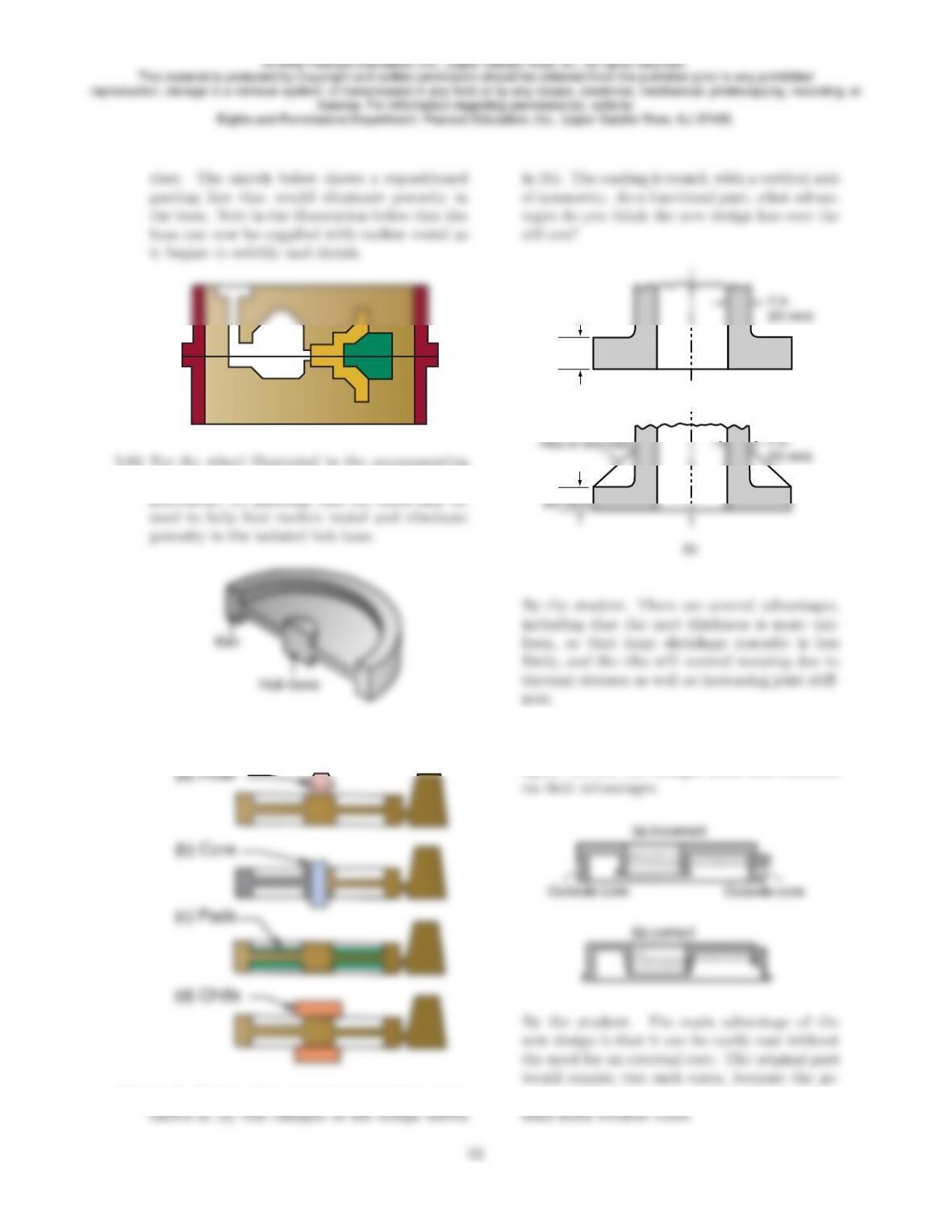
5.93 For the wheel illustrated in the accompanying
figure, show how (a) riser placement, (b) core
1 in.
(25 mm)
1.5 in.
(38 mm)
1 in.
(25 mm)
1 in.
Ribs or brackets
(a)
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

5.96 Three sets of designs for die casting are shown
in the accompanying figure. Note the changes
(1)
(2)
(1) (2)
(3)
(1) (2)
•Heated molds will maintain temperatures
higher than room temperature, but will
heat from the molten metal will then warm
is higher (permanent-mold processes).
the rate of heat loss by conduction.
5.98 Design an experiment to measure the constants
Cand nin the Chvorinov’s Rule [Eq. (5.11)].
•The most straightforward tests involve
lidified. This inevitably results in spilled
molten metal and may therefore a difficult
test procedure to use.
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

1.0 in.
10 in.
0.45±0.05 in.
Ra=125 in.
Process Note Cost rationale
Sand casting This is probably
best.
Shell-mold casting (a)
Lost Foam Need tooling to
blanks. Too low of
production rate to
justify, unless rapid
tooling is used.
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.