
Chapter 5
Metal-Casting Processes and
Equipment; Heat Treatment
Questions
5.1 Describe the characteristics of (1) an alloy, (2)
pearlite, (3) austenite, (4) martensite, and (5)
cementite.
tal lattice. This structure also possesses a
5.2 What are the effects of mold materials on fluid
flow and heat transfer?
The most important factor is the thermal con-
ductivity of the mold material; the higher the
conductivity, the higher the heat transfer and
the greater the tendency for the fluid to solid-
ify, hence possibly impeding the free flow of the
5.3 How does the shape of graphite in cast iron af-
fect its properties?
(b) Nodules. Graphite can form nodules or
spheroids when magnesium or cerium is
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

sically similar to flakes.
(d) Compacted flakes. These are short and
5.4 Explain the difference between short and long
freezing ranges. How are they determined?
Why are they important?
scribed in Section 5.3.2 on p. 196, the freezing
5.5 We know that pouring molten metal at a high
rate into a mold has certain disadvantages.
Are there any disadvantages to pouring it very
the mechanical properties of castings? Which
physical properties are also affected adversely
by porosity?
5.7 A spoked hand wheel is to be cast in gray iron.
In order to prevent hot tearing of the spokes,
would you insulate the spokes or chill them?
pansion of 2.5%. Although this fact may sug-
gest that hot tearing cannot occur, considera-
5.8 Which of the following considerations are im-
Both (1) and (3) would result in a situation
contrary to a riser’s purpose. That is, if a riser
solidifies first, it cannot feed the mold cavity.
ets of air to be trapped, or increased dissolu-
tion of air into the metal, leading to defects in
the cast part. For these reasons, the size and
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

5.10 Explain why gray iron undergoes expansion,
rather than contraction, during solidification.
5.11 How can you tell whether a cavity in a casting
are due to porosity or to shrinkage?
Swiss cheese) and is often, though not always,
generally spherical in shape. Shrinkage poros-
5.12 Explain the reasons for hot tearing in castings.
5.13 Would you be concerned about the fact that
a portion of an internal chill is left within the
casting? What materials do you think chills
should be made of, and why?
because any gas evolved when the molten
metal contacts the chill may not readily
escape.
(c) The chill may not fuse with the casting,
5.14 Are external chills as effective as internal chills?
Explain.
mold can impede the free flow of molten metal
into the mold? Explain.
this alloy will also be quite large (see Fig. 5.6).
Since the mushy condition consists of interlac-
freezing and long freezing ranges, respectively?
Explain.
In an alloy with a long freezing range, the pres-
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

5.17 It has long been observed by foundrymen that
low pouring temperatures (that is, low super-
reasons for these phenomena.
5.18 What are the reasons for the large variety of
casting processes that have been developed over
5.19 Why can blind risers be smaller than open-top
risers?
Risers are used as reservoirs for a casting in re-
gions where shrinkage is expected to occur, i.e,
areas which are the last to solidify. Thus, risers
must be made large enough to ensure that they
are the last to solidify. If a riser solidifies before
the cavity it is to feed, it is useless. As a result,
an open riser in contact with air must be larger
to ensure that it will not solidify first. A blind
riser is less prone to this phenomenon, as it is
5.20 Would you recommend preheating the molds in
permanent-mold casting? Also, would you re-
mine the time at which you would remove the
casting from the mold?
molten metal, the metal chills rapidly, develop-
ing a fine-grain hard skin with higher strength.
As a result, the strength-to-weight ratio of die-
cast parts increases with decreasing wall thick-
ness.
5.23 We note that the ductility of some cast alloys
is very low (see Fig. 5.13). Do you think this
should be a significant concern in engineering
applications of castings? Explain.
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

(a) affect properties, such as toughness and fa-
tigue,
(b) have a significant influence on further
ensure the material remains elastic and where
5.24 The modulus of elasticity of gray iron varies
significantly with its type, such as the ASTM
class. Explain why.
5.25 List and explain the considerations involved in
material requirements. Often, they are ma-
5.26 Why is the investment-casting process capable
of producing fine surface detail on castings?
The surface detail of the casting depends on
5.27 Explain why a casting may have a slightly dif-
ferent shape than the pattern used to make the
mold.
5.28 Explain why squeeze casting produces parts
mold processes.
The squeeze-casting process consists of a com-
dimensional accuracy and surface finish are typ-
5.29 Why are steels more difficult to cast than cast
irons?
5.30 What would you recommend to improve the
surface finish in expendable-mold casting pro-
cesses?
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

5.31 You have seen that even though die casting pro-
duces thin parts, there is a limit to the mini-
mum thickness. Why can’t even thinner parts
be made by this process?
5.32 What differences, if any, would you expect in
the properties of castings made by permanent-
mold vs. sand-casting methods?
5.33 Which of the casting processes would be suit-
5.34 Why are allowances provided for in making pat-
terns? What do they depend on?
tions for the shrinkage that occurs upon solidifi-
mold casting.
Draft is provided to allow the removal of the
pattern without damaging the mold. If the
mold material is sand and has no draft, the
ter. Under each type of material, list the cast-
ing processes that are used, and explain why
low cost. Used for sand, shell, expanded-
ing for the production of relatively small
5.37 Explain why carbon is so effective in imparting
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

the crystal lattice. Because it is higher, the
5.38 Describe the engineering significance of the ex-
istence of a eutectic point in phase diagrams.
The eutectic point corresponds to a compo-
Hardness represents the material’s resistance to
2.6 starting on p. 51), while hardenability is
p. 236).
5.40 Explain why it may be desirable or necessary for
castings to be subjected to various heat treat-
out to optimize the grain structure of castings.
5.41 Describe the differences between case hardening
5.42 Type metal is a bismuth alloy used to cast type
When one considers the use of type or for preci-
sion castings such as mechanical typewriter im-
pressions, one realizes that the type tool must
have extremely high precision and smooth sur-
5.43 Do you expect to see larger solidification shrink-
age for a material with a bcc crystal structure
or fcc? Explain.
The greater shrinkage would be expected from
Since the APF for fcc is 0.74 and for bcc it is
a material with a fcc structure. This can also
5.44 Describe the drawbacks to having a riser that
are: the material in the riser is eventually
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

5.45 If you were to incorporate lettering on a sand
casting, would you make the letters protrude
from the surface or recess into the surface?
What if the part were to be made by invest-
ment casting?
5.46 List and briefly explain the three mechanisms
by which metals shrink during casting.
The microstructures are as follows:
viating from these rules.
Refer to Figure 5.10 for terminology used in this
problem.
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

ing, leading to aspiration and associated
defects. If the well is much deeper, then
5.50 Describe the characteristics of thixocasting and
5.51 Sketch the temperature profile you would ex-
pect for (a) continuous casting of a billet, (b)
the liquid through the continuous addition of
molten metal. The die walls extract heat, and
the coolant spray at the die exterior removes
heat even more aggressively. Thus, a sketch of
Conduction
boundary
5.52 What are the benefits and drawbacks to hav-
ing a pouring temperature that is much higher
melting temperature?
the pouring temperature is close to the melt-
ing temperature, there will be less likelihood
5.53 What are the benefits and drawbacks to heating
the mold in investment casting before pouring
in the molten metal?
5.54 Can a chaplet also act as a chill? Explain.
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

5.55 Rank the casting processes described in this
chapter in terms of their solidification rate.
For example, which processes extract heat the
fastest from a given volume of metal and which
is the slowest?
There is, as expected, some overlap between the
ing, die casting (hot chamber), permanent mold
casting, shell mold casting, investment casting,
sand casting, lost foam, ceramic-mold casting,
and plaster-mold casting.
5.56 The heavy regions of parts typically are placed
in the drag in sand casting and not in the cope.
5.57 Referring to Fig. 5.3, estimate the following
quantities for a 20% Cu-80% Ni alloy: (1) liq-
with no solids present since the alloy is not be-
5.58 Determine the amount of gamma and alpha
We determine the following quantities from
Fig. 5.6 on p. 197: (a) At 750◦C, the alloy is
just in the single-phase austenite (gamma) re-
gion, thus the percent gamma is 100% (10 kg),
and alpha is 0%. (b) At 728◦C, the alloy is
in the two-phase gamma-alpha field, and the
weight percentages of each is found by the lever
rule (see Example 5.1):
0.77 −0.022×100%
of alpha present:
5.59 A round casting is 0.3 m in diameter and 0.5 m
in length. Another casting of the same metal
is elliptical in cross section, with a major-to-
minor axis ratio of 3, and has the same length
and cross sectional area as the round casting.
Both pieces are cast under the same conditions.
What is the difference in the solidification times
of the two castings?
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

sic geometry text for the area equation deriva-
Eq. (5.11) on p. 205, we thus have
5.60 Derive Eq. (5.7).
We note that Eq. (5.5) on p. 200 gives a rela-
tionship between height, h, and velocity, v, and
Eq. (5.6) on p. 201 gives a relationship between
5.61 Two halves of a mold (cope and drag) are
weighted down to keep them from separat-
Fig. 5.10) is 20 in. by 20 in. and 15 in. deep. The
parting line is at the middle of the part. Esti-
The force exerted by the molten metal is the
product of its cross-sectional area at the parting
line and the pressure of the molten metal due to
the height of the sprue. Assume that the sprue
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.
lem 5.61 influence your answer? Explain.
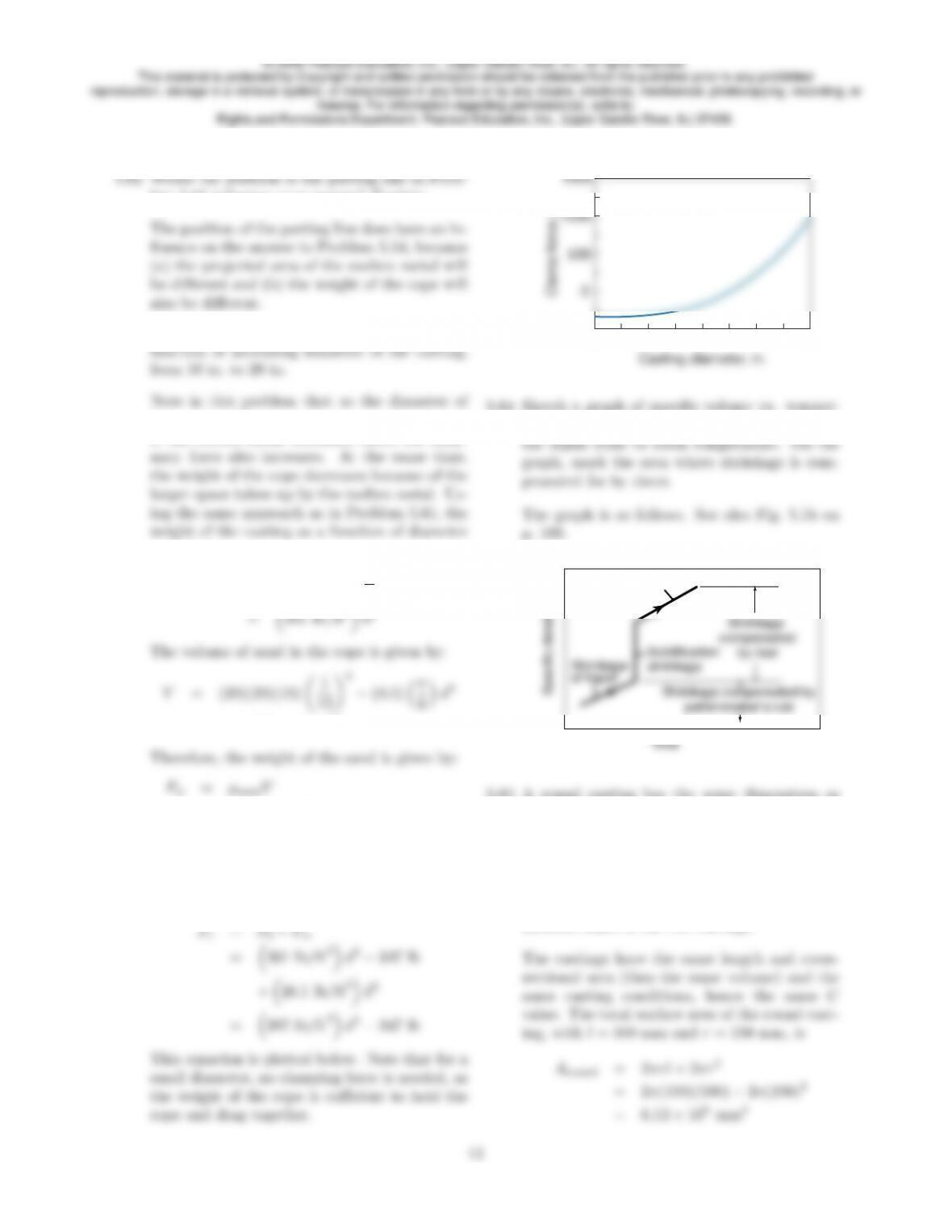
5.63 Plot the clamping force in Problem 5.61 as a
the casting increases, the cross-sectional area
of the molten metal increases, hence the buoy-
0 5 10 15 20
-500
1000
5.64 Sketch a graph of specific volume vs. temper-
ature for a metal that shrinks as it cools from
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

Arect = 2(70,680) + (1228)(500)
5.66 A 75-mm thick square plate and a right circu-
lar cylinder with a radius of 100 mm and height
of 50 mm each have the same volume. If each
is to be cast using a cylindrical riser, will each
part require the same size riser to ensure proper
= 0.0942 m2
h= 0.075 m, and the same volume as the cylin-
0.0847 2
Therefore, the cylindrical casting will take
of 1 in. at its bottom.
From Eq. (5.7) on p. 201 and substituting for
the area, it can be shown that
4 = C(ho)−0.25 or C= 4h0.25
o
that C= 1.863. These values are substituted
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.