
Chapter 4
Surfaces, Tribology, Dimensional
Characteristics, Inspection, and
Product Quality Assurance
Questions
4.1 Explain what is meant by surface integrity.
Why should we be interested in it?
tion 4.2 starting on p. 132, surface integrity has
4.2 Why are surface-roughness design requirements
in engineering so broad? Give appropriate ex-
(a) Precision required on mating surfaces,
(b) Tribological considerations, that is, the ef-
fect of surface roughness on friction, wear,
the resistance will be.
(f) Subsequent processing, such as painting
4.3 We have seen that a surface has various layers.
Describe the factors that influence the thickness
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

4.4 What is the consequence of oxides of metals be-
ing generally much harder than the base metal?
result, is wear resistant [see Eq. (4.6) on p. 145],
and it can also protect the substrate from fur-
4.5 What factors would you consider in specifying
the lay of a surface?
4.6 Describe the effects of various surface defects
(see Section 4.3 starting on p. 134) on the per-
spect to the direction of tensile stresses or direc-
4.7 Explain why the same surface roughness values
do not necessarily represent the same type of
surface.
(a)
(e)
(f)
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

role in cutoff selection. The cutoff should be
related to the spacing of asperities, which has
been found to be about an order of magnitude
0.05 0.25
0.2 0.25
0.8 0.8
3.2 2.5
12.5 2.5
lus path and the actual surface profile generally
are not the same?
sured smoother than they really are. This can
have significant effects on the estimating the fa-
4.11 Explain why surface temperature increases
when two bodies are rubbed against each other.
What is the significance of temperature rise due
to friction?
cance of this temperature rise is that surfaces
velop higher thermal stresses and possibly re-
essarily detrimental because chemical reactiv-
pressure lubricants to bond to a surface.
4.12 To what factors would you attribute the fact
ble 4.1?
4.13 In Section 4.4.1, we note that the values of the
coefficient of friction can be much higher than
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

tensive microwelds during sliding, then the load
4.14 Describe the tribological differences between
ordinary machine elements (such as meshing
pieces in contact with tools and dies).
loads and stresses, relative speeds between slid-
ing members, workpiece temperatures, temper-
4.15 Give the reasons that an originally round spec–
imen in a ring-compression test may become
oval after deformation.
4.16 Can the temperature rise at a sliding interface
exceed the melting point of the metals? Ex-
sary for changing from a solid to a liquid phase.
4.17 List and briefly describe the types of wear en-
•Adhesive wear, where material transfer oc-
curs because one material has bonded to
cause material loss through spalling.
•Erosion, caused by the abrasive action of
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

microwelds, hence the higher the adhesive
4.19 How can adhesive wear be reduced? How can
fatigue wear be reduced?
effects outlined in the answer to Problem 4.18
Problem 4.18 above;
(b) improving the quality of the contacting
materials, such as eliminating inclusions,
creases, abrasive wear is reduced. Explain why
this is so.
For abrasive wear to occur, the harder or
rougher surface must penetrate the softer sur-
4.21 Does the presence of a lubricant affect abrasive
be suitable for literature search on the part of
students.
of the wear coefficient for a pencil writing on
distance can be determined, we can then cal-
culate the dimensionless wear coefficient, k/H.
The hardness of the pencil material can be mea-
wear coefficient kin Eq. (4.6). What would
be the difficulties in applying the results from
this test to a manufacturing application, such
as predicting the life of tools and dies?
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

rial a function of its hardness?
Higher hardness indicates greater resistance to
4.25 We have seen that wear can have detrimen-
tal effects on engineering components, tools,
dies, etc. Can you visualize situations in which
wear could be beneficial? Give some examples.
(Hint: Note that writing with a pencil is a wear
60/40 leaded brass 0.24 24,000
PTFE 0.18 2000
Stellite 0.60 310
4.27 You have undoubtedly replaced parts in various
appliances and automobiles because they were
worn. Describe the methodology you would fol-
low in determining the type(s) of wear these
components have undergone.
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

4.28 Why is the study of lubrication regimes impor-
tant?
regime, ranging from full-fluid film to sliding of
dry surfaces, has its own set of variables that
The student may discuss this topic, based on
4.30 Differentiate between (1) coolants and lubri-
cants, (2) liquid and solid lubricants, (3) direct
and indirect emulsions, and (4) plain and com-
bricants is that they have different phases.
However, although solid lubricants are
ditives in the base oil to fulfill special crite-
ria such as lubricity and workpiece surface
4.31 Explain the role of conversion coatings. Based
on Fig. 4.13, what lubrication regime is most
suitable for application of conversion coatings?
4.32 Explain why surface treatment of manufactured
products may be necessary. Give several exam-
ceramic-coated cutting or forming tools.
•Jewelry and tableware are electroplated
4.33 Which surface treatments are functional, and
which are decorative? Give several examples.
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

4.34 Give examples of several typical applications of
mechanical surface treatment.
•Crankshafts, rotors, cams, and other simi-
lar parts are shot peened in order to in-
4.35 Explain the difference between case hardening
and hard facing.
4.36 List several applications for coated sheet metal,
including galvanized steel.
4.37 Explain how roller-burnishing processes induce
residual stresses on the surface of workpieces.
4.38 List several products or components that could
not be made properly, or function effectively in
service, without implementation of the knowl-
4.2 through 4.5 include:
•Brake drums, rotors, and shoes could not
on bolts and nuts, and hard chrome coat-
indirect-reading linear measurements.
In direct reading, the measurements are ob-
4.40 Why have coordinate-measuring machines be-
come important instruments in modern manu-
facturing? Give some examples of applications.
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

4.41 Give reasons why the control of dimensional tol-
form best when they are at their design spec-
4.42 Give examples where it may be preferable to
specify unilateral tolerances as opposed to bi-
lateral tolerances in design.
4.43 Explain why a measuring instrument may not
to measure a 0.0005 in. press-fit clearance be-
4.44 Comment on the differences, if any, between (1)
roundness and circularity, (2) roundness and ec-
of roundness being commonly used. Circu-
larity is defined as the condition of a sur-
face of revolution where all points of the
surface intersected by any plane perpen-
dicular to an axis or passing through a cen-
ter are equidistant from the center. Also,
we usually refer to a round shaft as being
round, whereas there are components and
parts in which only a portion of a surface
is circular. (See, for example, circular in-
terpolation in numerical control, described
in Fig. 14.11c on p. 882).
(c) Cylindricity is defined similarly to circu-
straight shaft with the same roundness
4.45 It has been stated that dimensional tolerances
for nonmetallic stock, such as plastics, are usu-
strength, are soft, have high thermal expansion,
4.46 Describe the basic features of nondestructive
trical energy are magnetic particle, ultrasonic,
4.47 Identify the nondestructive techniques that are
capable of detecting internal flaws and those
that only detect external flaws.
Internal flaws: ultrasonic, acoustic emission, ra-
diography, and thermal. External flaws: liq-
uid penetrants, magnetic particle, eddy current,
and holography. Some of these techniques can
be utilized for both types of defects.
4.48 Which of the nondestructive inspection tech-
niques are suitable for nonmetallic materials?
Why?
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

portant aspect of manufacturing engineering?
4.50 Describe situations in which the use of destruc-
tive testing techniques is unavoidable.
duction of the product. This approach is partic-
ularly important for parts that are critical, such
as jet-engine turbine components and medical
4.51 Should products be designed and built for a cer-
tain expected life? Explain.
4.52 What are the consequences of setting lower and
curve in Fig. 4.23?
such factors.
in a heat-treating operation,
(d) a change in the properties of the incoming
4.54 In reading this chapter, you will have noted that
the specific term dimensional tolerance is often
used, rather than just the word tolerance. Do
you think this distinction is important? Ex-
As a general term, tolerances relate not only
4.55 Give an example of an assignable variation and
a chance variation.
4.9.1 starting on p. 176, with an example on
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

4.56 Referring to the surface profile in Fig. 4.3, give
values. Then give another set of values for the
ure and enlarged it, one with a copy machine,
the other by scanning it into a computer and
e 2.0 2.5 1.90
g -5.0 -6.5 -4.93
i -4.0 -5.0 -3.79
l -1.0 -1.0 -0.76
Note that the scales are slightly off, due to the
fact that the grids used were different. To have
Source RaRq
Student 1 3.69 5.45
well; a second-order mapping of data points
4.57 Calculate the ratio of Ra/Rqfor (a) a sine wave,
p. 134.
(a) The equation of a sine wave with amplitude
π(cos π−cos 0) = −a
π(−1−1)
π
Zsin2u du =u
which can be obtained from any calculus book
or table of integrals. Therefore, from Eq. (4.2),
l
2π2πx
2l−1
4sin 4πx
ll
0
=a2
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

0
From Eq. (4.2),
Ra
(c) For a square wave with amplitude a,
Ra=1
a dx =a
0=a
Rq
=a
a= 1.0
4.58 Refer to Fig. 4.7b and make measurements of
the external and internal diameters(in the hor-
izontal direction in the photograph) of the four
d2
o−d2
i
1 0.375 0.75 0.25
4 0.1757 1.04 0.100
The reduction in height is calculated from
1 0 0 —
3 58.4 24.8 0.10
4 60 53.1 0.20
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.
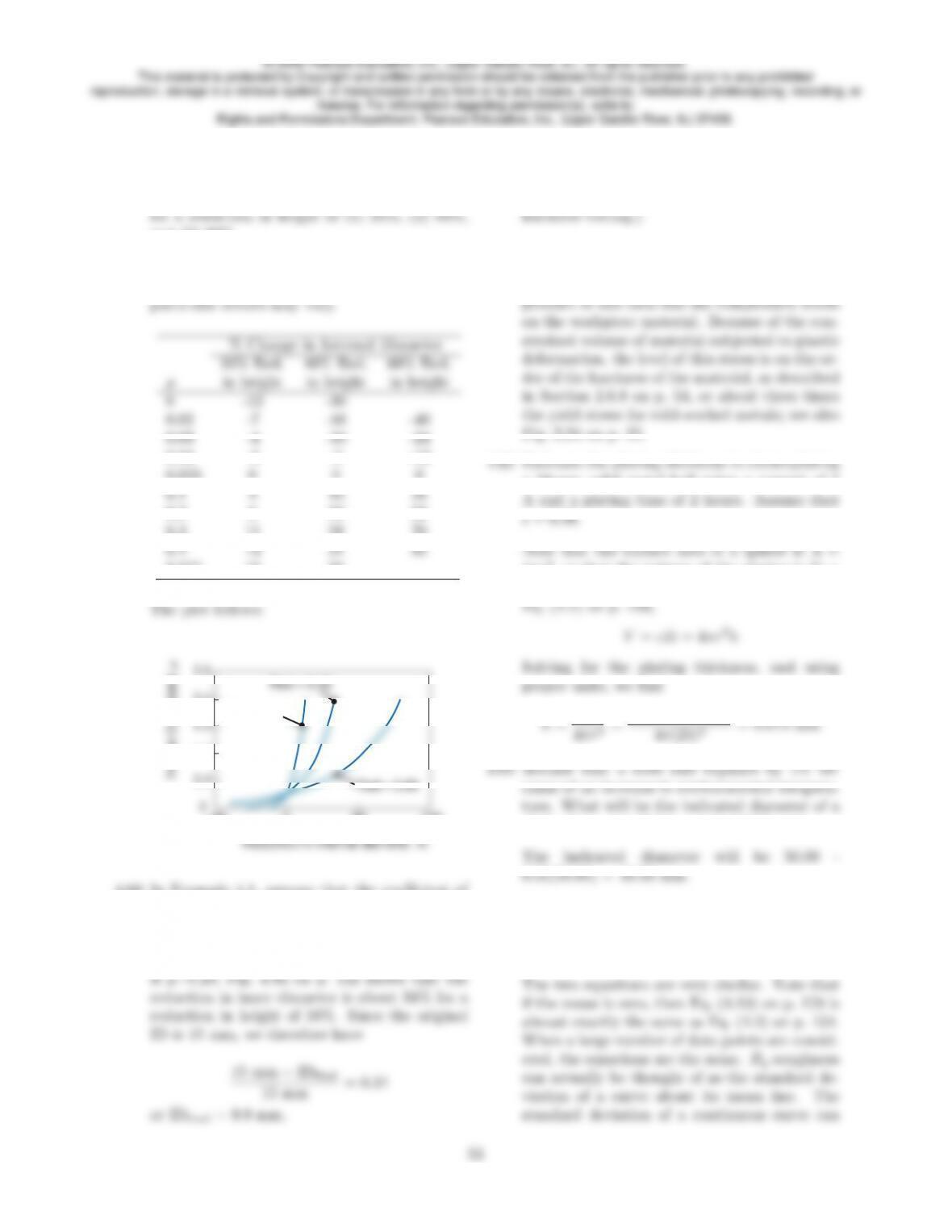
4.59 Using Fig. 4.8a, make a plot of the coefficient of
friction versus the change in internal diameter
and (3) 60%.
Typical data obtained from Fig. 4.8a on p. 142
are summarized in the table below. Note that
0.04 -3 -5 -12
0.055 0 0 0
0.577 15 38 —
4.61 How would you go about estimating forces re-
quired for roller burnishing? (Hint: Consider
The procedure would consist of first determin-
ing the contact area between the roller and the
surface being burnished. The force is then the
a 50-mm solid metal ball using a current of 1
4πr2, so that the volume of the plating is V=
4πr2h, where his the plating thickness. From
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

lZl
0
4.65 Calculate the control limits for averages and
ranges for the following: number of samples =
D3= 0.078. Equations (4.11) and (4.12) give
LCRR=D3¯
R= (0.078)(7) = 0.546
¯
R=UCLR
D4
=4.85
1.924 = 2.521
Therefore, Eqs. (4.11) and (4.12) give the upper
LCL¯x=¯
¯x−A2¯
R= (40.5)−(0.419)(2.521) = 39.444
p. 180 give the upper and lower control limits
for the averages as
UCL¯x=¯
¯x+A2¯
R= (75)+(0.308)(10) = 78.080
0.69 0.73 0.70 0.68
0.65 0.68 0.65 0.61
0.69 0.73 0.70 0.68 0.7000 0.05
0.64 0.65 0.60 0.60 0.6225 0.05
0.68 0.72 0.70 0.66 0.6900 0.06
0.6733, and the average range is ¯
R= 0.07.
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.

4.69 Calculate the mean, median and standard de-
viation for all of the data in Problem 4.68.
The mean is given by Eq. (4.8) on p. 178 as
σ=r(0.65 −0.6733)2+. . . + (0.71 −0.6733)2
4.70 The average of averages of a number of sam-
ples of size 7 was determined to be 125. The
average range was 17.82, and the standard de-
viation was 5.85. The following measurements
were taken in a sample: 120, 132, 124, 130, 118,
132, 121, and 127. Is the process in control?
For the ranges, Eqs. (4.13) and (4.14) yield
UCLR=D4¯
R= (1.924)(17.82) = 34.28
4.71 Assume that you are asked to give a quiz to stu-
By the student. This is a challenging, open-
ended question that requires considerable focus
and understanding on the part of the students,
and has been found to be a very valuable home-
work problem.
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.
© 2008 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
This material is protected by Copyright and written permission should be obtained from the publisher prior to any prohibited
reproduction, storage in a retrieval system, or transmission in any form or by any means, electronic, mechanical, photocopying, recording, or
likewise. For information regarding permission(s), write to:
Rights and Permissions Department, Pearson Education, Inc., Upper Saddle River, NJ 07458.