
7-1
Chapter 7
7.1 (i) Capacity or size (for heat exchanger this would be heat exchanger area)
7.2 CEPCI is used to adjust purchased costs of equipment for different times. It is a measure
for the inflation of costs associated with the manufacture of chemical process equipment.
7.3 Total module cost represents the all costs associated with the purchase and installation of
7.5 The economy of scale refers to the fact that the cost exponent for chemical plant equipment
is (usually) less than one. Therefore, as a chemical plants capacity increases, the unit cost
of equipment ($/unit of production) decreases.
7.6 A Lang factor is a constant (between approximately 3 and 5) that when multiplied by the
7.7 Most of the cost of a heat exchanger involves machining and tube costs. The relative

7-2
7.8 Actual Cost = $540 million
For a Class 1 estimate the expected range of accuracy is +6% to 4%. Thus the range of
expected cost estimates would be
For a Class 3 estimate, the range of accuracy is 2 to 6 times that of a Class 1 estimate. Use
a mid-point of 4 times the accuracy. Thus the range of expected cost estimates would be
7-3
7.9 The figures in Appendix A are plotted with the y-axis as the purchased cost per unit of
capacity. For a cost exponent of <1 the slope of the curves should be negative. Searching
are the figures in Appendix A we find only two instances of positive slopes. These are
7.10
Year Capacity (m3) Cost (£) CEPCI Exchange Rate
1993 75 7,800 359 $1.40/£
C2C1
I2
I1
; Ca
Cb
Aa
Ab
n
7-4
7.11
Year Capacity (103
gal) Purchased Cost ($) CEPCI
1978 ? 35,400 219
For 105 gal: C1978
219
343 ($45,300) $28,923
For 85 gal: C1978
219
390 ($45,500) $25,550
7-5
7.12
Year Capacity (kW) Purchased Cost (103
$) CEPCI
? 1,000 645.93 ?
In 1986 CEPCI was 318 use this information to estimate year.
CEPCI of 344.8 corresponds to about 1988. The compressor was not purchased in 1976
when the CEPCI was approximately 192.
7-6
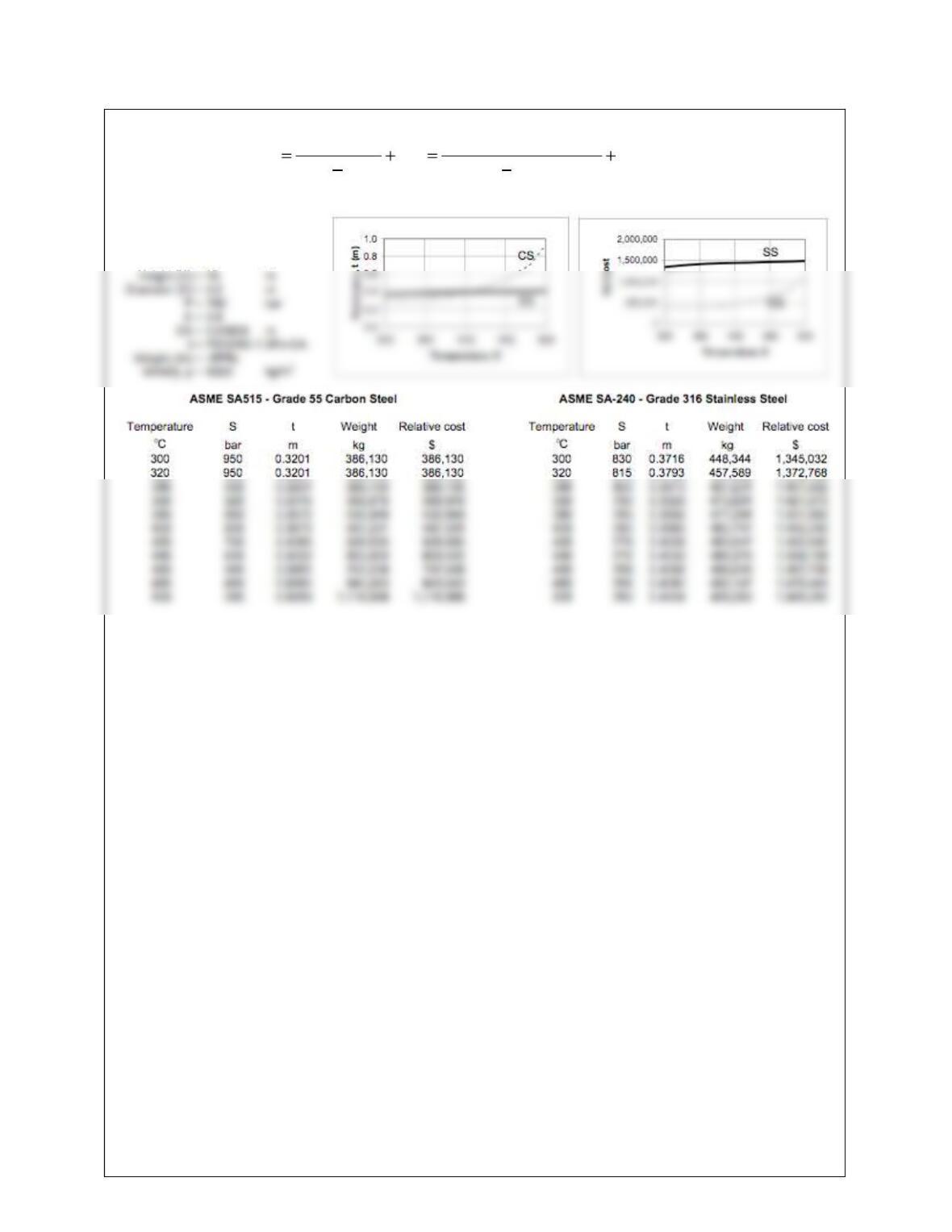
7.13 and 7.14
tPD
2SE 1.2PCA (150bar)(3.2m)
2(0.9)S1.2(150bar)0.00635
For this temperature range carbon steel is always the best (cheapest) choice of material of
construction (MOC).

7-7
7.15
First bring all costs to present time CEPCI in 1986 was 390 students have to look it up
or it has to be given to them
so
9206.167
0097.329
uslysimultaneosolve
39.1162.30157,10
71.147.126897,41
b
a
ba
ba
7-8
7.16 7.20
Problem 7.16 and 7.17
Heuristics are consistent with Table 11.11, heuristic 3 namely the tube side is for corrosive,
Problem 7.18
Problem 7.19
Problem 7.20
(a) 10% nitric acid solution From Table 7.9 use stainless steel CBM = $632,000
Problem 16
7-9
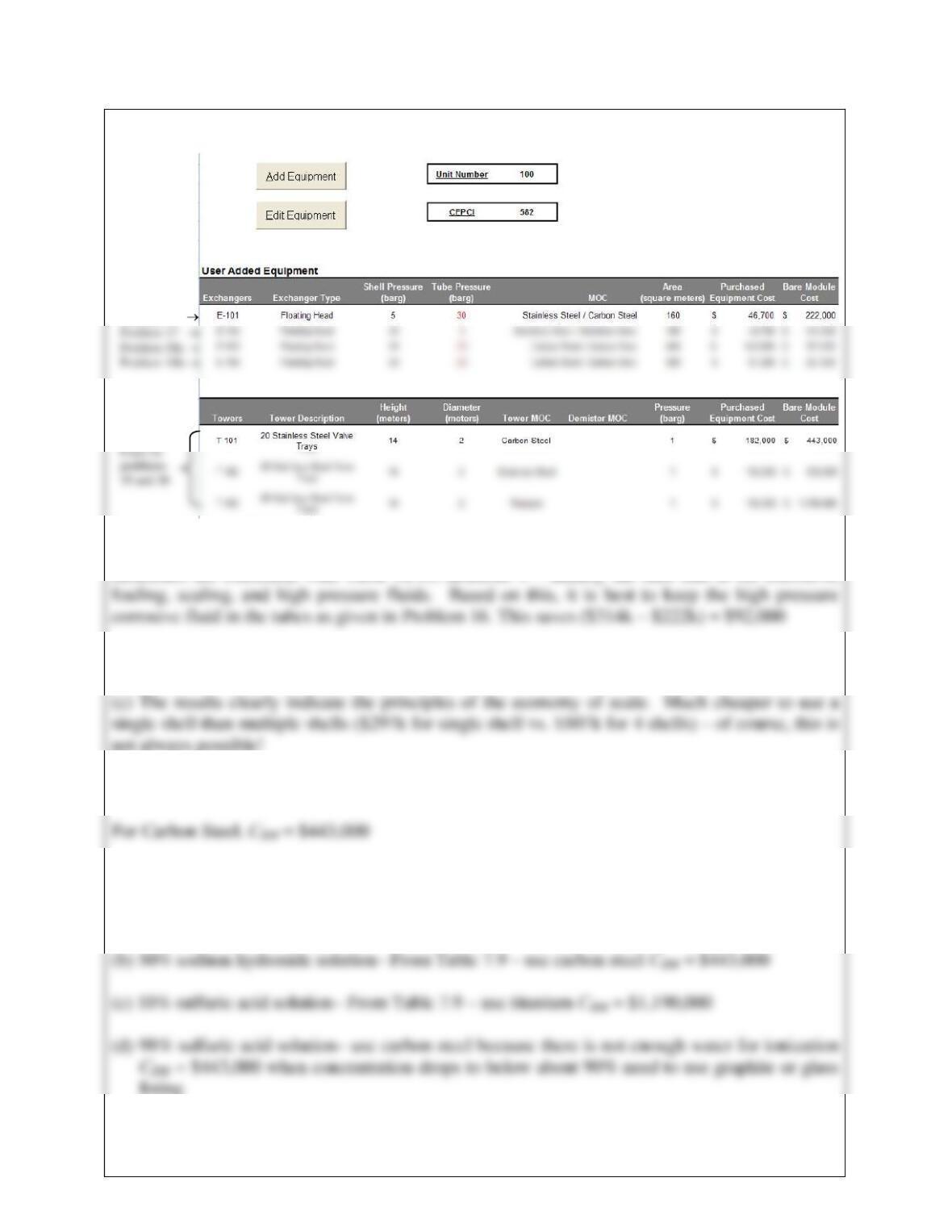
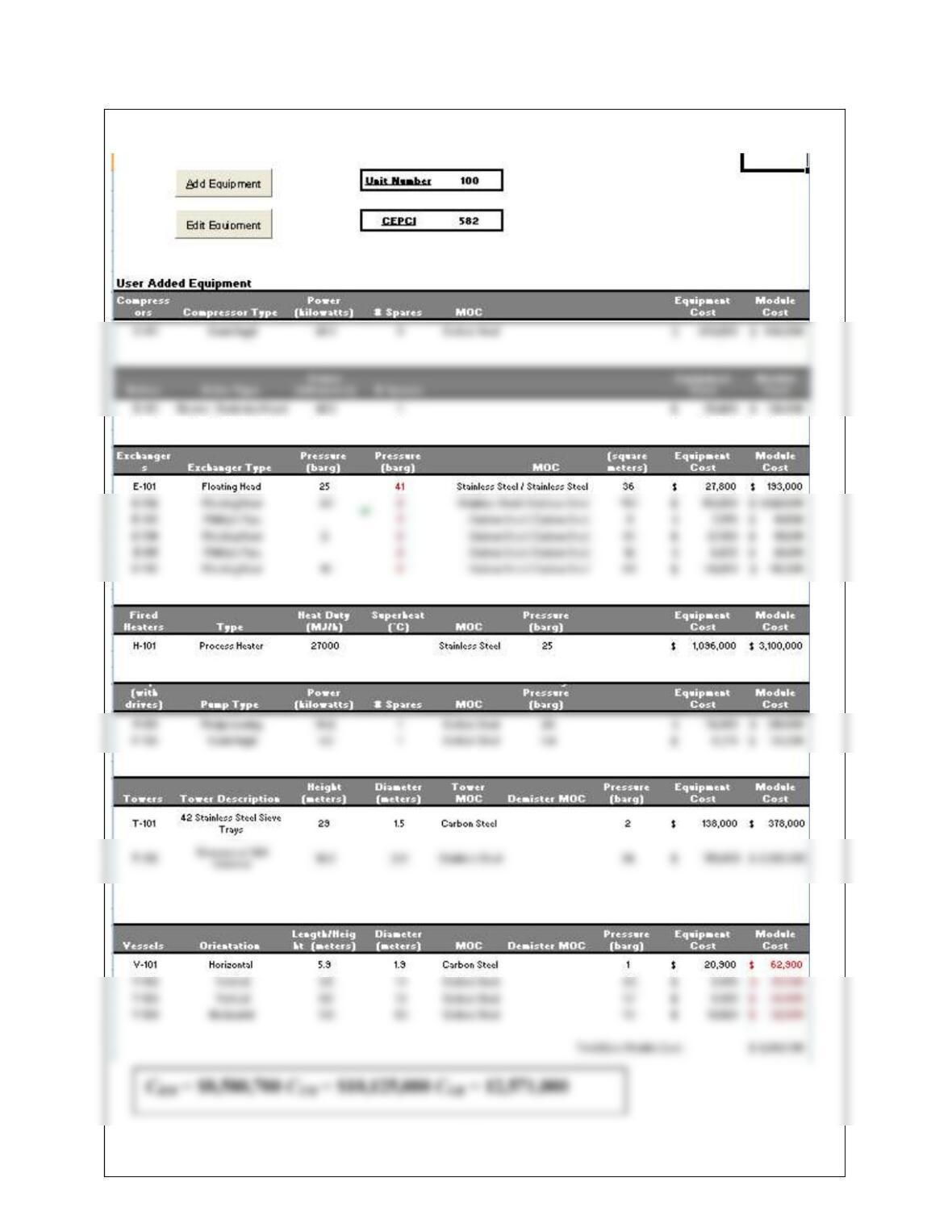
7.21 Toluene Hydrodealkylation Process Unit 100
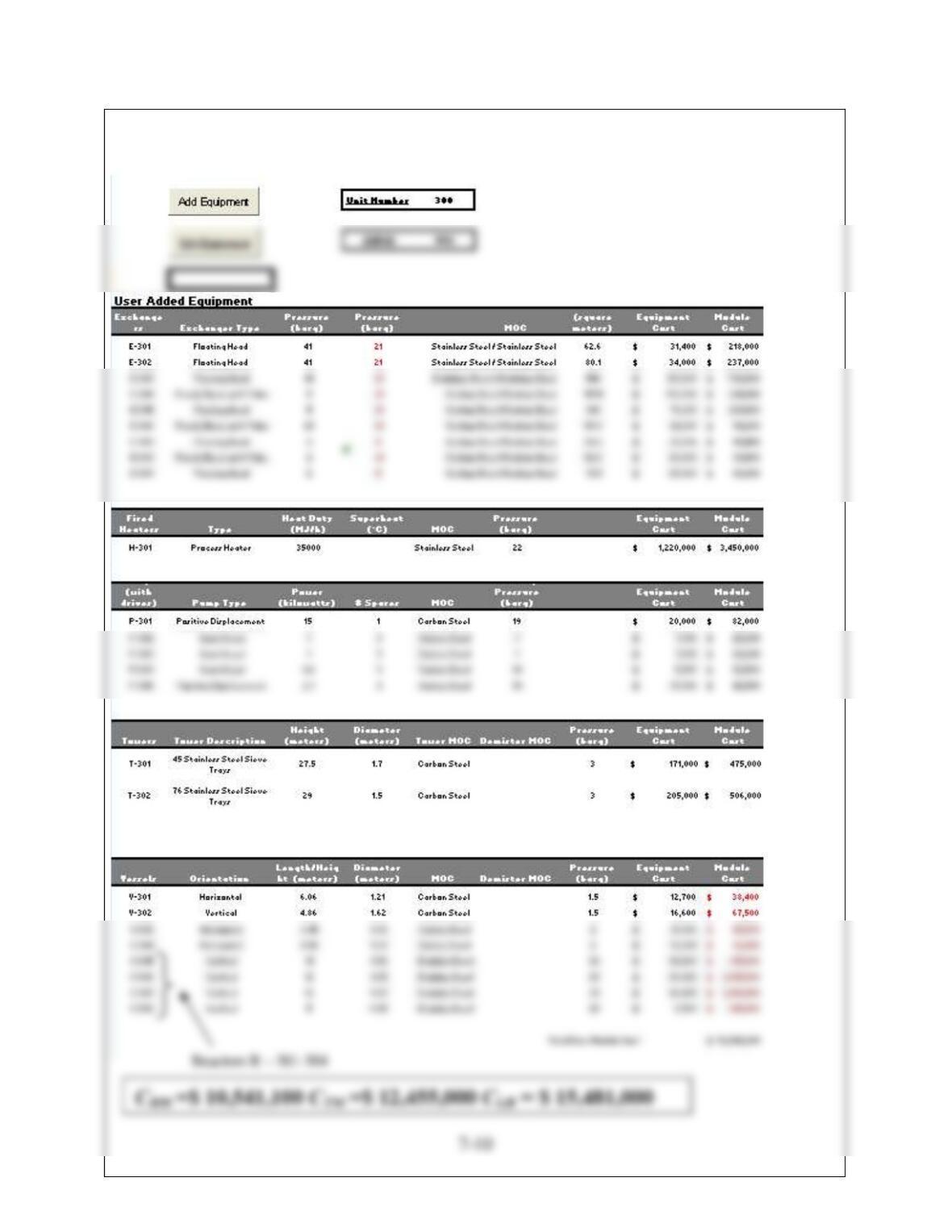
7.22 Ethylbenzene Process Unit 300 Project B.2
7-11
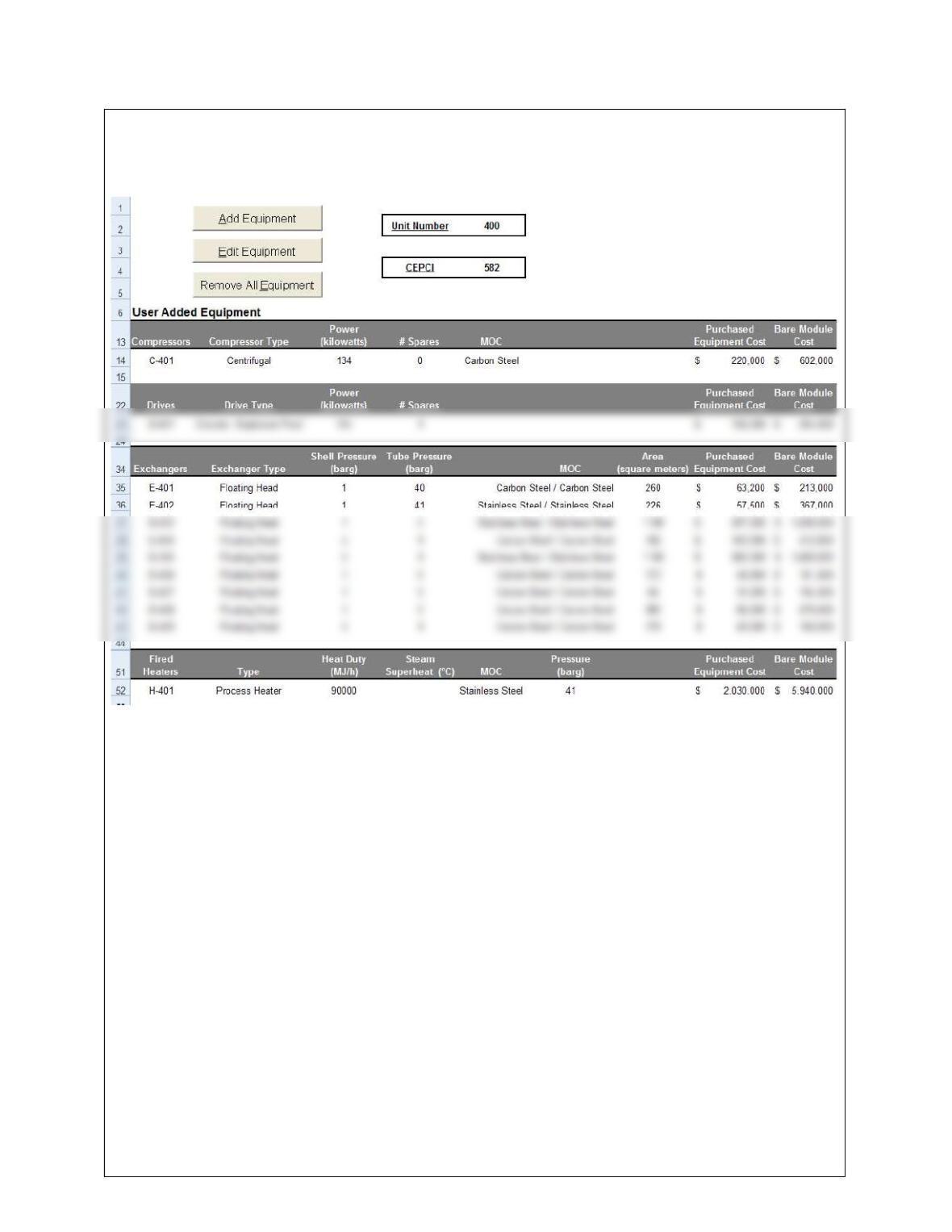
7.23 Styrene Process Unit 400 – Project B.3
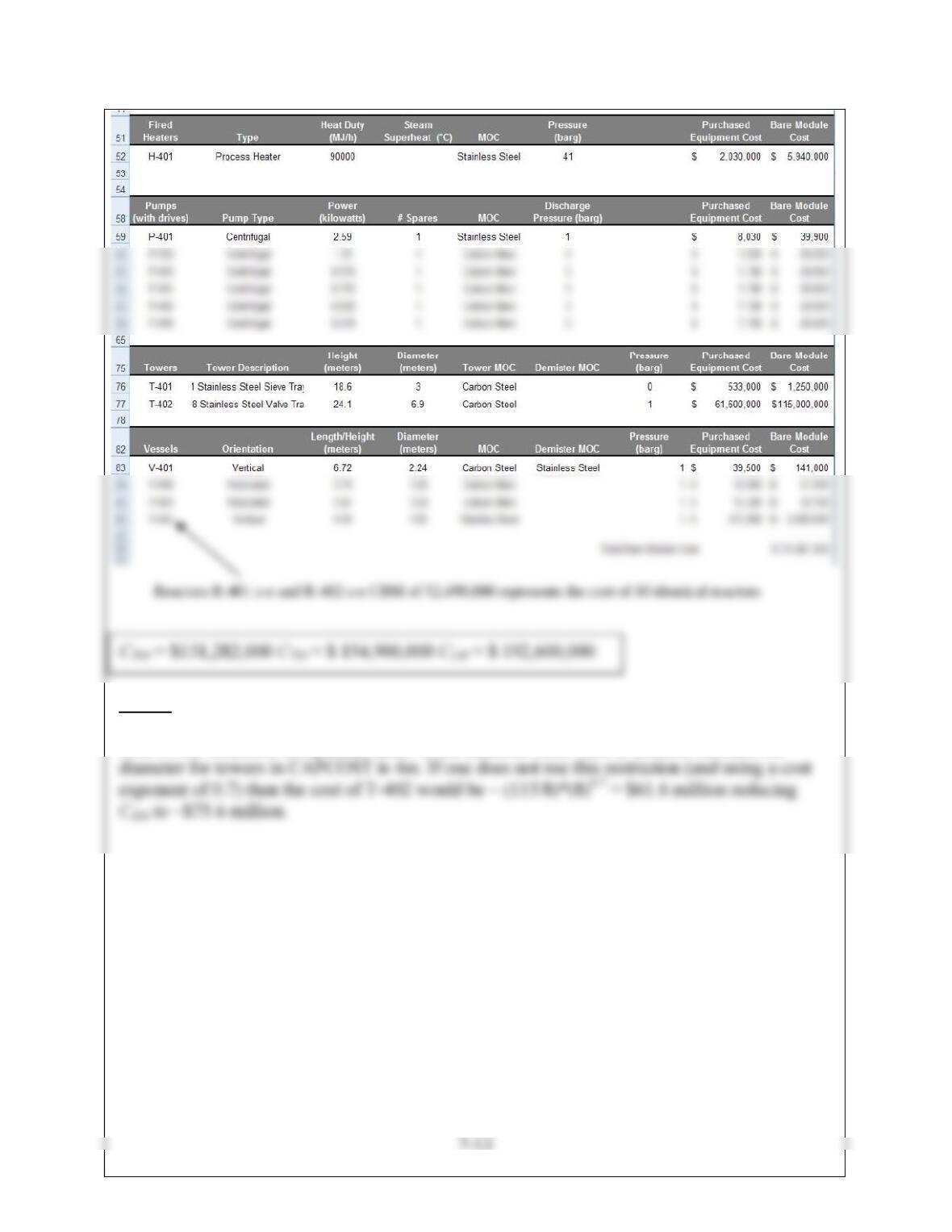
NOTE
The cost of the styrene unit is clearly dominated by the cost of the second tower, which
CAPCOST estimates at 8 parallel units of 4m diameter each. This is because the limit for
7-13
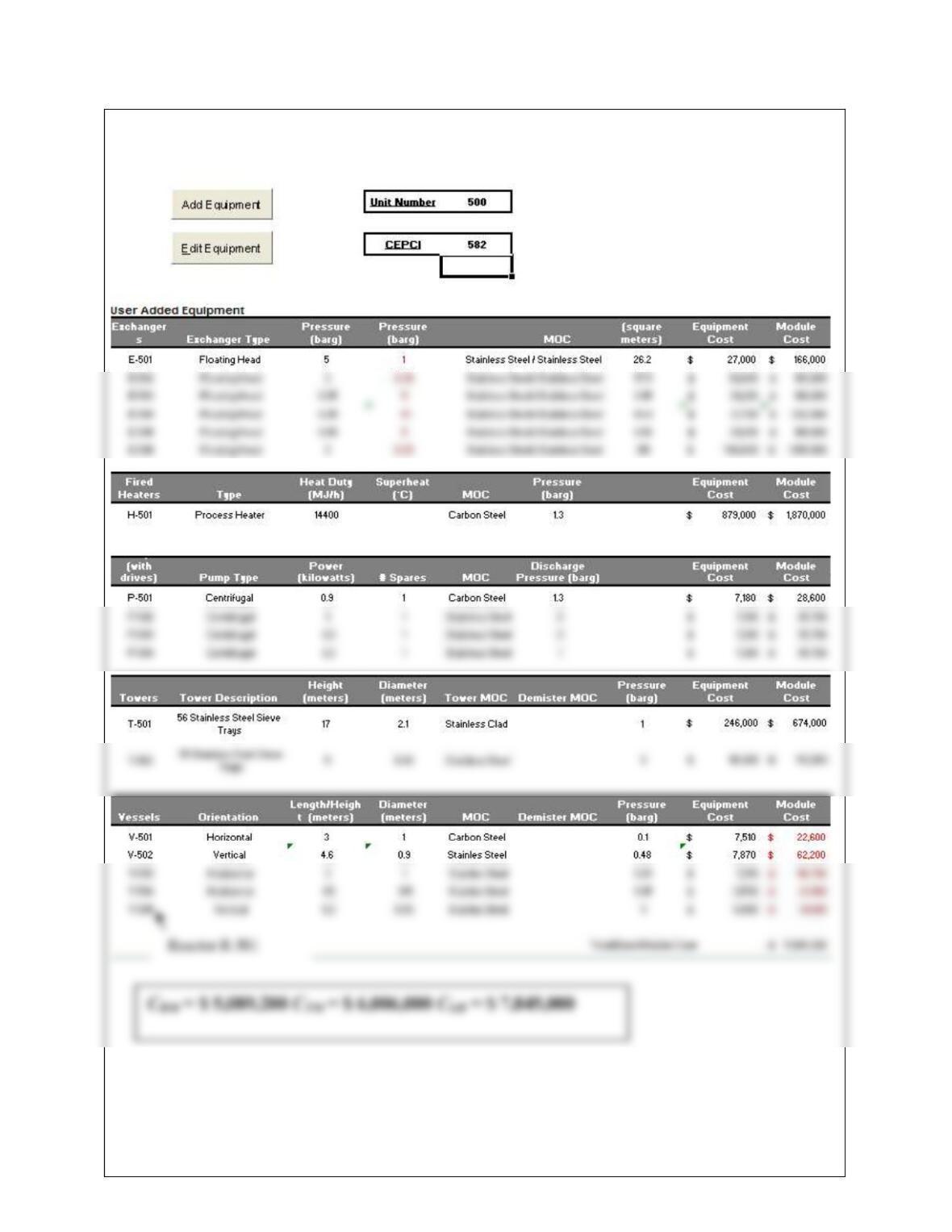
7.24 Drying Oil Process Unit 500 Project B.4
7-14
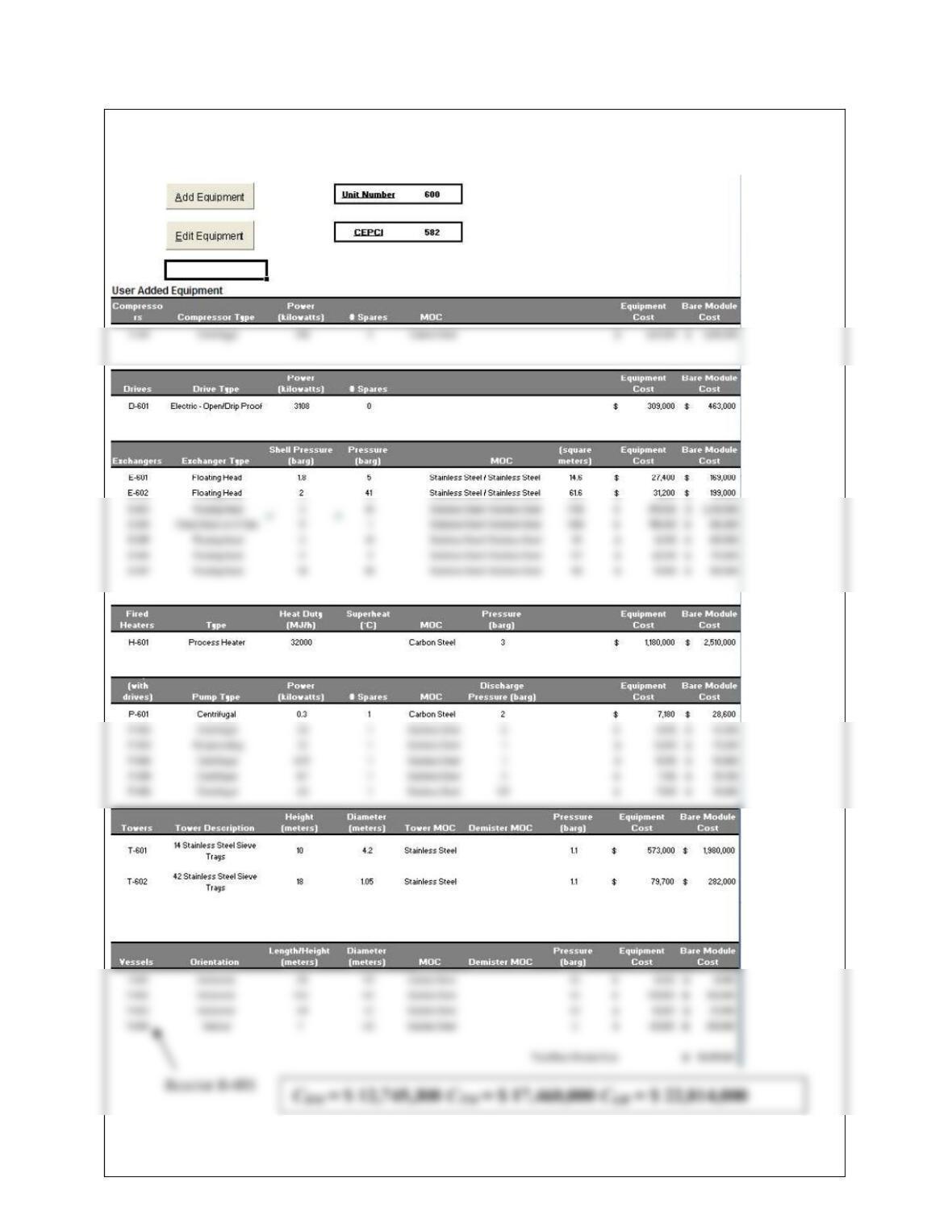
7.25 Maleic Anhydride Unit 600 Project B.5
7-15
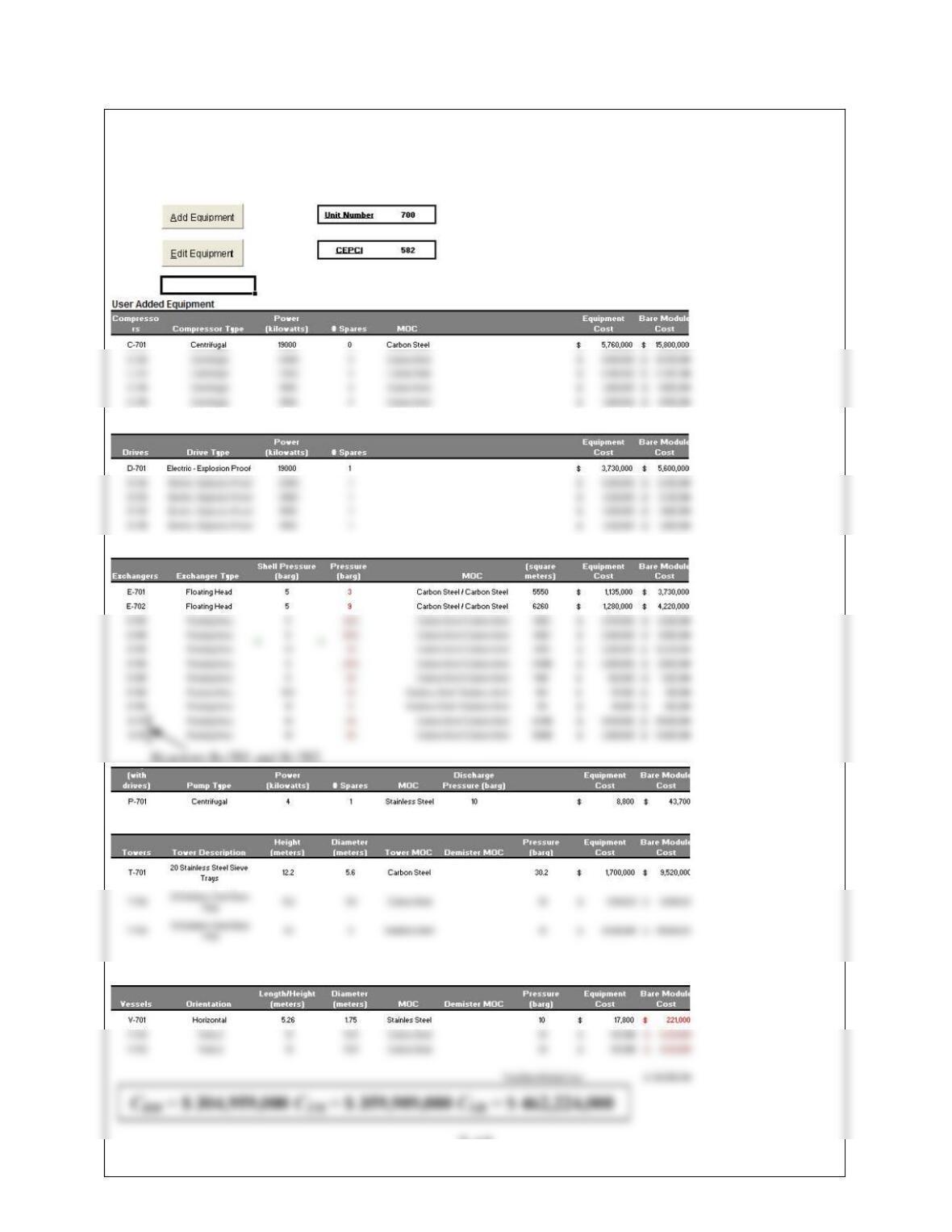
7.26 Ethylene Oxide Unit 700 Project B.6
Reactors R
701 and R
–
702
7-16
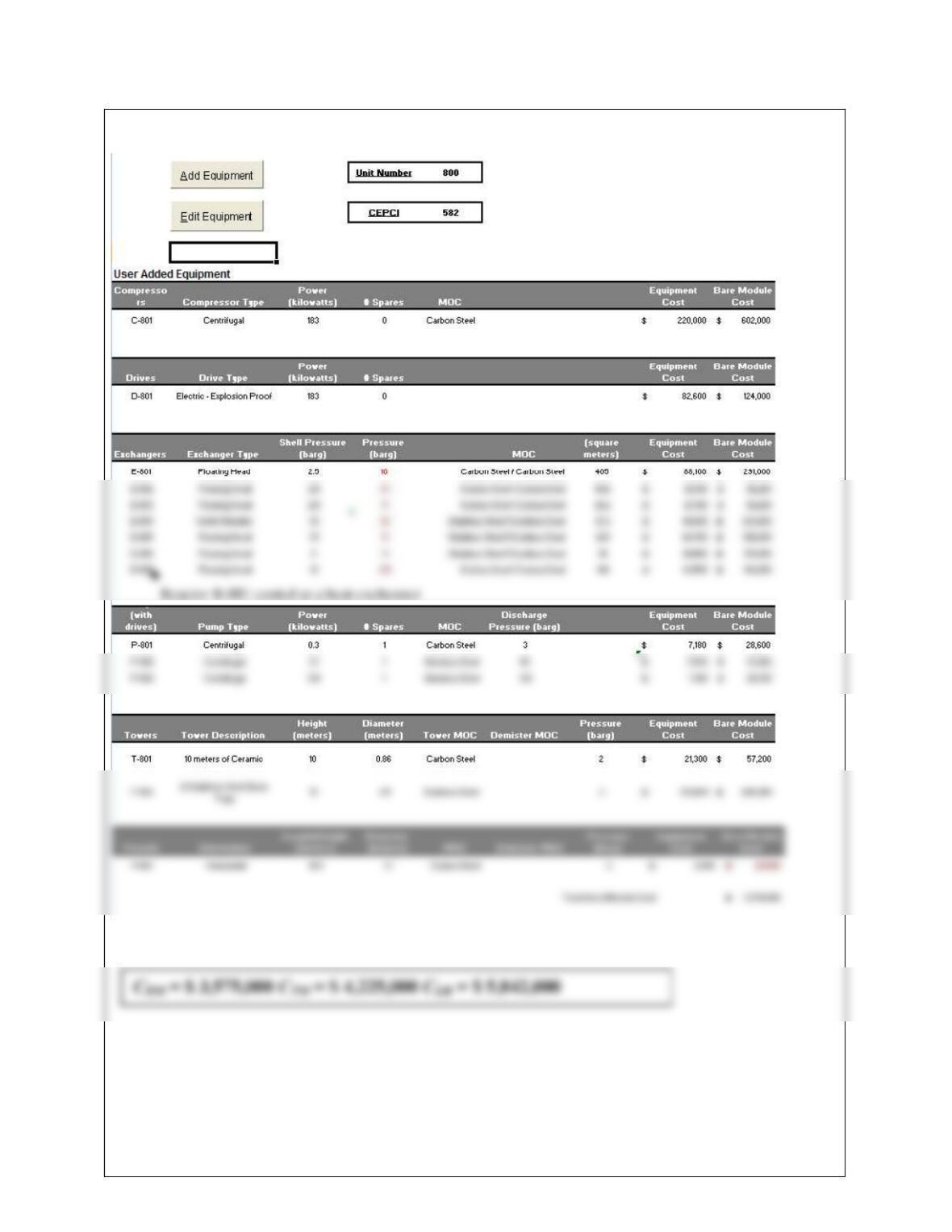
7.27 Formalin Process Unit 800 Project B.7