
Chapter 11
11.1 For the ethylbenzene process shown in Appendix B, check the design specifications for the
following three pieces of equipment against the appropriate heuristics, P-301, V-302, T-
302. Comment on any significant differences that you find.
P-301 From Table B.2.3
P-301 A/B, Carbon steel positive displacement, Actual power = 15 kW, Efficiency 75%
From Table 11.9 – Heuristic 7
Efficiency 70% at 7.46 kW (10 hp), 85% at 37.3 kW (50 hp)
Good agreement with heuristics
V-302 – From Table B.2.3
From Table 11.6 Heuristic 4
Optimum length/diameter = 3, but the range 2.5 to 5 is common.

Properties of Stream 15 Properties of Stream 16
Vapor Liquid
Good agreement with heuristics
T-302 From TableB.2.3
T-302, carbon steel, 76 SS sieve trays plus reboiler and total condenser, 45% efficient trays,
From Tables 11.13 and 11.14 Heuristics
Table 11.13
Rule 5: Optimum reflux in the range of 1.2 1.5 Rmin
For our case we have
Stream 18 19 20
Temp °C 145.4 139.0 191.1
Pres kPa 120.0 110.0 140.0
1,4-DiEthBenzene 10.35 0.0001 10.35
Key components are ethylbenzene and 1,4-DiEthylbenzene. The formulae for Nmin, etc.
T-302 = 0.45
v= 3.546 3.879 use 3.71 kg/m3
u= (1.2 1.5)/3.710.5 = 0.62 0.78 m/s
Overall, for T-302, the agreement with the heuristics is fair. This is probably due, in
part, to the use of a fairly low reflux ratio that is at the bottom of the typical range
Lower than typical range
11.2 For the styrene process shown in Appendix B, check the design specifications for the
following three pieces of equipment against the appropriate heuristics, E-401, C-401, T–
402. Comment on any significant differences that you find.
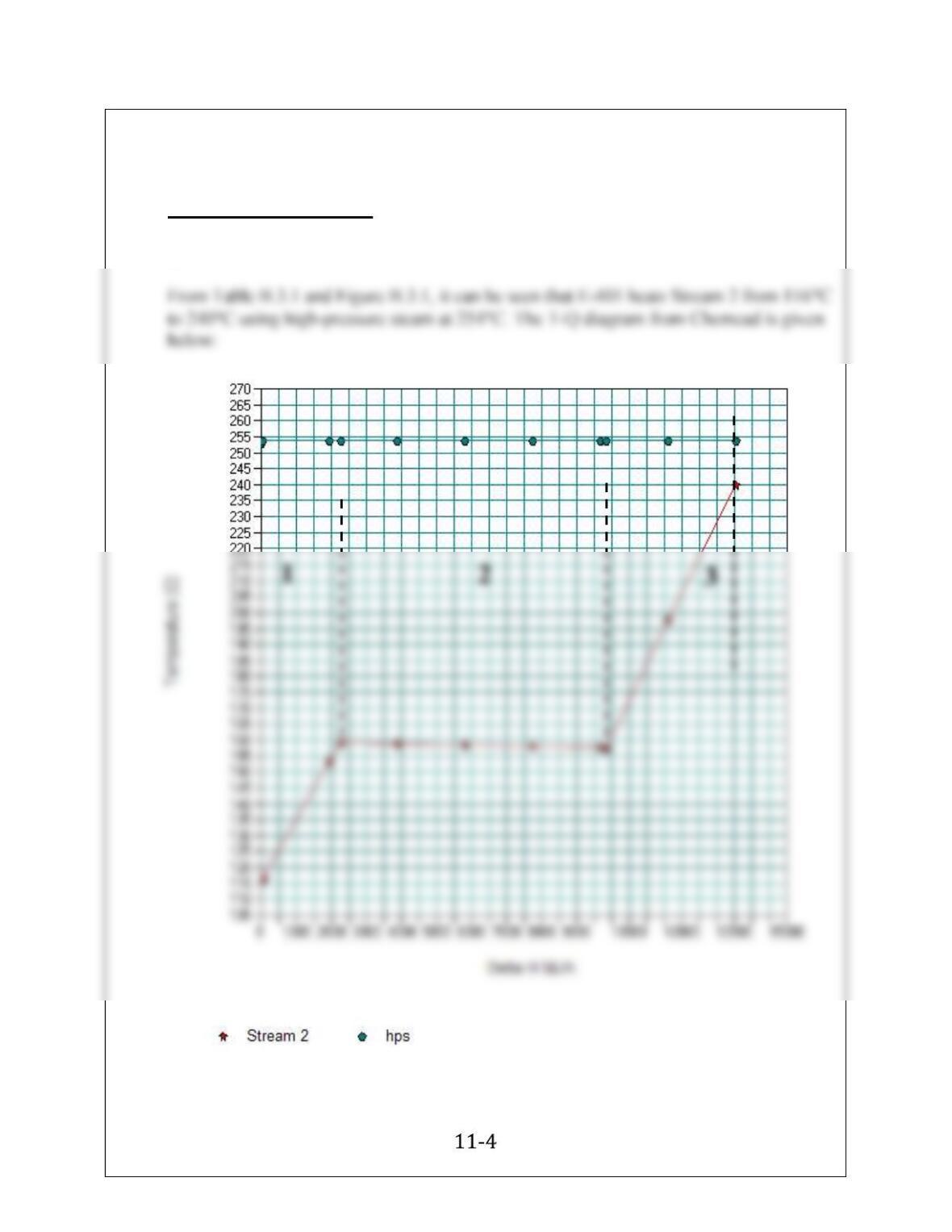
E-401 From Table B.3.3
carbon steel, A = 260 m2, boiling in shell, condensing in tubes, 1 shell 2 tube passes,
Q = 13,530 MJ/h
This is a 3 zone HX.

Q1 = 2,301 MJ/h
Q2 = 13,530 2,302 3,682 = 7,546 MJ/h
Q3 = 13,530 7,546 2,302 = 3,681 MJ/h
From Table 11.11 Heuristic 8
Heat transfer coefficients for estimating purposes, W/m2°C: water to liquid, 850;
condensers, 850; liquid to liquid, 280; liquid to gas, 60; gas to gas 30; reboiler 1140.
Maximum flux in reboiler 31.5 kW/m2.
Using a value of F = 1 since all zones have a phase change, we get
m 2.11
)0.114)(500)(3600(
)10301,2(
2
6
11
1
1
lm
TU
Q
A
AE-401 = 541 m2
Agreement is within 40% of heuristic reasonable, but differences probably
C-401 From Table B.3.3
carbon steel, W = 134 kW, 60% adiabatic efficiency
From Table 11.10 Heuristic 2
Theoretical reversible adiabatic power = mz1RT1[({P2/P1}a-1)]/a
From Table 11.10 Heuristic 8
Efficiencies of large centrifugal compressors is about 76 78%
Pactual = 80.4/0.77 = 104 kW (=134kW if using an efficiency of 60%)
T-402 From Table B.3.3
carbon steel, total condenser (E-408), 158 trays, feed at to tray 78, reflux ratio = 10.06,
From Tables 11.13 and 11.14 Heuristics
Table 11.13
Rule 5: Optimum reflux in the range of 1.2 1.5 Rmin
Table 11.14
Rule 1: Tray spacing 20-24 in for accessibility
Rule 2: Fs = uv0.5 = 1.2 1.5 m/s(kg/m3)0.5

Using data from Table B.3.3 for the feed and product streams for T-402, we get the
following
Stream No. 18 19 20
Temperature (°C) 125.02 90.83 123.67
Pressure (kPa) 65.00 25.00 55.00
Using a toluene free basis (there is some toluene in Stream 19 if keep more decimal
places)
xovhd = 102.73/(102.73+0.06) = 0.9994
xbot = (0.34)/(119.3 + 0.34) = 0.000042
From the Chemcad output we get the following values for relative volatility

61.6
)1328.1)(79.102(
)88.222(
min
R
The reflux ratio for this column is slightly higher than the high-end value from the
heuristic, and the number of trays is higher by ~20%. One possible explanation is
11.3 For the drying oil shown in Appendix B, check the design specifications for the following
three pieces of equipment against the appropriate heuristic V-501, P-501, H-501. Comment
on any significant differences that you find.
P-501 A/B From Table B.4.3
From Table 11.9
1. Power for pumping liquids: kW = (1.67)[Flow(m3/min)][ P(bar)]/ , = Fractional
Efficiency = sh (see Table 11.5)
From Table 11.8
4. Control valves require at least 0.69 bar (10 psi) drop for good control.
Inlet stream is Stream 2 from Figure B.4.1 and Table B.4.1
Properties of Stream 2
Liquid
Flowrate = 10,703 kg/h
From Table 11.9 heuristic 4, the efficiency is ~ 45%. This is much lower than the
actual efficiency of 80%. Using = 80% we get:
H-501 From Table B.4.3
total heat duty required = 13219 MJ/h = 3672 kW, design capacity = 4000 kW, Carbon
steel tubes, 85% thermal efficiency
From Table 11.11 Heuristic 13
Fired heaters: radiant rate, 37.6 kW/m2; convection rate, 12.5 kW/m2; cold oil tube
V-501 – From Table B.4.3
V-501, Horizontal, Carbon steel, L/D = 3, V = 2.3 m3
From Table 11.6 Heuristic 4
Optimum length/diameter = 3, but the range 2.5 to 5 is common.
Volume of drum, 3
(13.49)(5) 2.25 m
(60)(0.5)
V
Good agreement with heuristics