
– 1 –
Oshawa Industries
1
Although Mark Talbot knew that he was developing a reputation as a quick technical
and managerial understudy, he never thought he’d be promoted to Plant Manager at
Oshawa Industries (OI) after just six months as Assistant Plant Manager at
electroplating plant. He wondered how a relative “greenhorn” like himself could
effectively manage the complicated situation at the plant. In the six months since he
joined the plant, Talbot had found a product pricing system that didn’t readily appear
Oshawa Industries and Oshawa Holdings Limited
Oshawa Industries was a subsidiary of Oshawa Holdings, a company of over 25
automobile parts manufacturing, metal finishing and plating plants. For many years,
Oshawa Holdings grew under the leadership of Dean Carter (CEO), his brother Jack
(Executive VP Manufacturing Operations) and Chet Wainwright, the Executive VP who
provided technical leadership. Roger Sutherland was in his forties and had joined the
firm approximately a year ago as Vice-President, Administration. As an MBA and a
seasoned manufacturing executive, he provided managerial skills and was responsible
for administrative systems, human resource systems, industrial relations, and senior
management development, as Dean and Jack Carter and Chet Wainwright began to
consider retiring.

– 2 –
fair degree of autonomy in how they operated their plants but were held accountable for
key performance indicators (measures related to cost, profitability, customer satisfaction
and employee satisfaction).
The commitment of OHL’s plant management commitment to the above principles was
evident in the high esteem they were held by both customers and employees.
Consistent superior profitability and growing volumes flowed directly from plant actions.
Dean Carter commented that the role of head office was to act as the bank and auditor
Plant equipment in the electroplating division was a mixture of equipment installed in the
1980’s and updated electronic quality testing equipment. The plant housed vats of
caustic chemicals, automated racks (which suspend metal parts for coating and heat
treatment ovens), and equipment capable of chrome plating up to 10 tons of material at
a time. During the past decade, processing lines were added or existing ones expanded
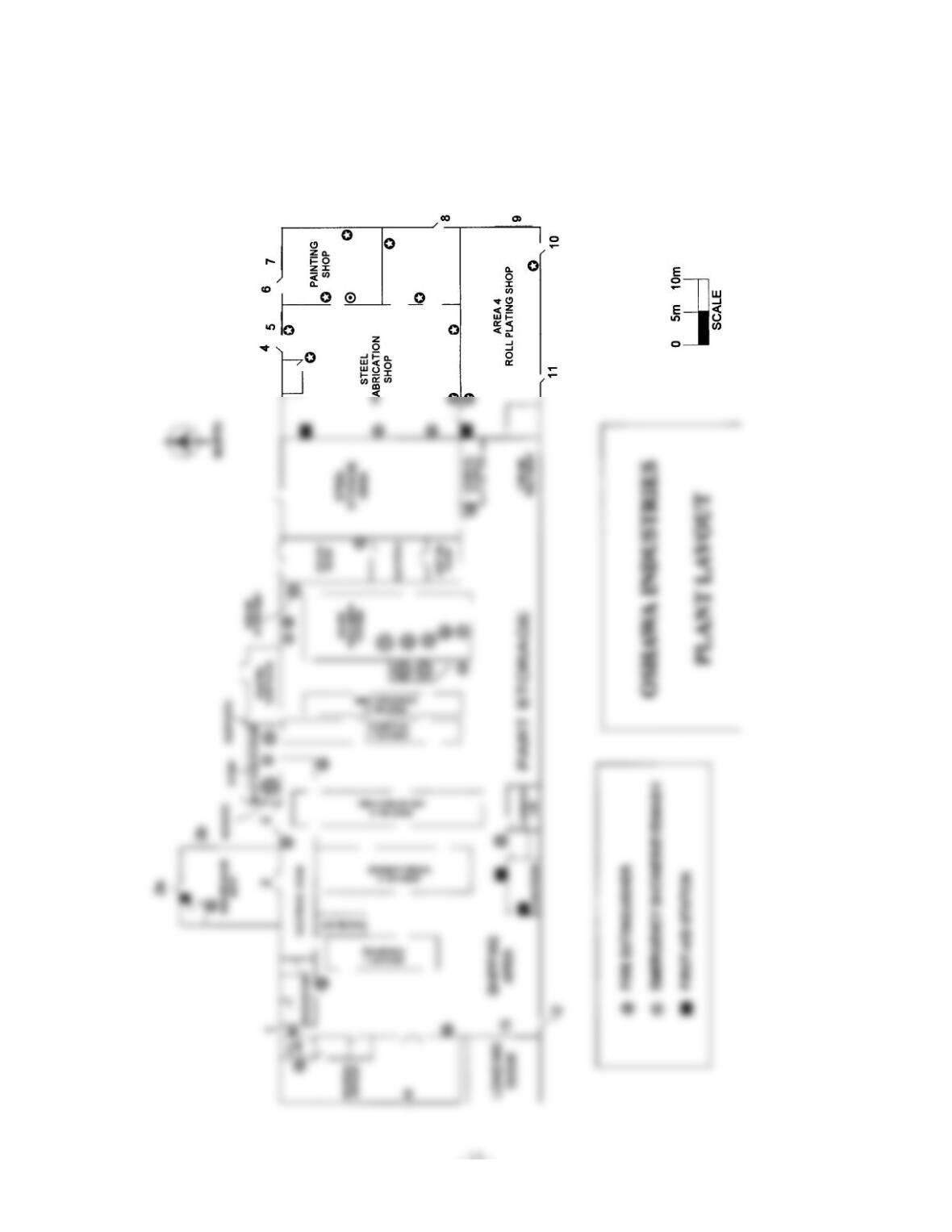
within the original facilities, which themselves were not expanded (see Exhibit 2 for the
plant floor layout).

– 3 –
advanced technology. Such process specifications were not documented for the
nonstandard jobs that made up approximately 25% of the production, and process
problems were often solved by Wainwright or one of the two senior plating technicians,
through trial-and-error. However, Talbot discovered that special written instructions from
Wainwright were increasingly being overridden by workers who were experiencing
confusion as to how to put them into practice and still meet production targets. Talbot
also noted that trends which started in 2002 were continuing: late deliveries were
increasing, productivity decreasing, and margins were becoming thinner.
Cost, finish quality, and delivery have traditionally been key success factors in the
electroplating industry and OI has had a solid reputation in these areas. Meeting or
exceeding customer plating specifications for corrosion resistance, appearance,
uniformity of deposit, hardness, wear resistance and finish have been critical to
acquiring and maintaining customer contracts. Increasingly however, product quality
differences between plating firms have disappeared and OI has found that it is
increasingly necessary to focus on cost, order fulfillment (just-in-time delivery was
particularly important to firms supplying the automotive sector) and
service/responsiveness as differentiators.

– 4 –
Management of OHL and OI
For the first eighteen years of his employment with OI and OHL, Chet Wainwright was
the GM and then the Executive VP, reporting directly to Dean Carter. The two men
formed the nucleus of OI/ OHL. Wainwright’s “technical genius” in electroplating and
automotive manufacturing processes led to his central role in OI’ s operations and his
subsequent position as a consultant to OHL’s joint ventures and EVP of OHL. OI was
their first operation but now represented less than 2% of their total billings.

– 5 –
consumed with bringing on new plants for OHL and this meant that Wainwright was
away from headquarters for extended time periods and did not maintain close contact
with OI. When he went to OI meetings with major customers (which was now occurred
infrequently, involving relationship management and damage control), he often had to
rely on his background knowledge, internal reports and long-term relationships.
In the mid 1990’s Wainwright became EVP, moved to the role of a consultant to OI and
spent even less time at the plant. The first post Wainwright plant manager (James
Horkey, the former assistant OI plant manager) was replaced two years later (for health
Employees and Management/Union Relations
All plant employees at OI were members of the IAW. There were also two unionized
plants within the OHL group of companies. The unionized workers at OI were
hourly-paid employees while all management positions were salaried. Gainsharing and
profit sharing were not part of the compensation scheme at OI. Carter knew most of the
employees by name, either from involvement in their hiring or from his physical
presence over the years. Most employees had been with OI for 15 to 20 years and
everyone earned similar wages.
Union/management relations were brittle at best. Union members felt that the recent
plant managers were relatively powerless and that their decision-making was dictated
by Dean Carter. Following Wainwright’s promotion to EVP, the plant manager role had
changed hands a couple of times and Talbot had heard rumors of a shop floor pool

– 6 –
Finance
OI’s financial affairs were controlled through OHL by Dean Carter and OHL’s staff
accountant Al Simpson. Financial statements were developed on a consolidated basis
for OHL. After six months at OI, Talbot had little feel for OI’s financial position or cash
flow. For example, net 30/2% were common terms for customers but Talbot did not yet
know their compliance rate.
It was not clear to Talbot how prices were developed. It seemed that Carter and
Wainwright or the plant manager of the day would basically quote whatever price was
necessary to get the customer. Product pricing seemed to be based on the following
criteria used either individually or in some combination:
1. How many dollars per hour can the machine generate?
2. What price can the market bear?
This approach led to pressure on quality and service. Increases in the costs of labor and
raw materials were passed on to established customers when it was felt they would
accept such an increase. Otherwise OI would be forced to swallow the increase and
senior managers would try to figure out how costs could be pared further.

– 7 –
Sales
Historically, OI had boasted a 65% market share in the Oshawa region but this had
slumped to 45% and recent sales growth had been flat. Carter was aware that recent
sales were primarily to customers with long-standing loyalties both to OI and to himself
or to Chet Wainwright personally and realized that OI was starting to lose “old”
Environmental Issues
With public concern for environmental issues on the rise, government pressure on
electroplating firms was increasing. Under the Ontario Environmental Protection Act,
almost everything to do with the electroplating industry was classified as hazardous

– 8 –
Decision to Hire Mark Talbot
In the mid 1990’s, it became apparent to Carter that Wainwright needed a plant
manager to oversee the OI plant’s daily operations, since much of Wainwright’s time
was spent on the road, managing new plants and visiting customers. He also noticed
that emerging metal finishing technologies were beyond the scope of Wainwright’s
interest. Wainwright also recognized the need for a plant manager as well as a
successor and was more than willing to assist any new recruit in learning the processes
involved in the electroplating industry.
Pawlawsky was the second plant manager promoted by Carter and Wainwright.
Pawlawsky found that although he was “responsible” for management of the plant, he
still had to get approval from either Wainwright or Carter for any operational changes or
expenditures. During his first few two years Pawlawsky identified several problems
Shortly thereafter the Quality Manager quit over a salary dispute and one month later
Roger Sutherland joined as Vice-President. One of Sutherland’s first jobs was to fill the
vacant Plant Manager and Quality Manager positions. When no acceptable
replacements were found from among staff at OI and OHL, it was decided that an
‘outsider’ would be hired and trained. Over a period of four months, Wainwright and
Sutherland interviewed eight candidates for the plant manager job and seven
Talbot was equally impressed with what he heard during the interviews with Sutherland,
Wainwright and Carter and admired Sutherland for his apparent management abilities.

– 9 –
Carter stressed the company’s focus on quality, his desire for OHL to be an industry
leader in the coming decade and his concern for the employees. Carter stressed that
OHL was just an advisory board and would not interfere with OI’s operations, and that
he believed in autonomy for competent General Managers. Carter also alluded to the
Talbot’s First Six Months as Assistant Plant Manager
Sutherland wanted to expose Talbot to both new and existing customers, the full range
of OI’s products and services and the opportunity to prove himself in a position where
any mistakes made would be small. Sutherland felt Talbot was bright but his lack of
management and operating experience was a shortcoming. He felt it particularly
important that Talbot learn as much as possible from Wainwright.
Talbot’s first task after joining OI was to identify new sales opportunities for the
company since sales growth had fallen during the previous year. His initial goal was to
attract new sales equivalent to 300 percent of his annual salary. In addition to his sales

– 10
–

– 11
–
Exhibit 1
Guiding Principles of Oshawa Holdings Limited*
Joint Venture
Oshawa Holdings policy is to form joint ventures with its major customer. Such a policy allows
each party to contribute, in an organized way, to improve die operations of the company, such as
sharing technology and production methods. Oshawa Holdings tried to reduce or at least
maintain the cost of the product to die customer by cost improvement programs or increases in
volume. In this way long-term stability and market penetration can be obtained.
Employee Relations
To create a quality culture, the most important thing is to have a happy family relationship
amongst all employees and to have the employees enjoy their jobs. To do this it is critical to have
employee involvement in the management of the company. All employees must be involved in
the objectives of the company such as quality, production levels, methods of production and
capital spending. This emphasizes that all employees are of equal importance and contribute
Statistical Process Control
To have a quality culture, it is also necessary that each plant must be under complete statistical
process control. Machine and process capability studies must be constantly performed and
statistical inspection and charting of the production must be done. Many of Carter’s companies
have reduced acceptable production tolerances to 5 0% of print specifications. At Oshawa

– 12
–
Small Entrepreneurial Focus Factories
Oshawa Holdings believes that small, entrepreneurial focus factories are the best type of
organization for North America to produce quality products efficiently. Its policy is to create
small companies with a limited number of technologies, which are managed by technically
– 13
–
Exhibit 2
Plant Floor Layout

– 14
–
Exhibit 3
Employee Distribution
Classification
#
of Employees
Plant Seniority
# / years
Wage Rate
$ / hour
Steel Shop
Welding & Layout 3 1 @ 28; 2 @ 13 22.98
Welding & Fitup 2 1 @ 7; 1 @ 6 22.84
Plating Department
Maintenance Department
Maintenance (ticketed) 2 1 @ 19; 1 @ 1 25.00
Maintenance (nonticketed)
2 1 @ 35; 1 @ 20 22.60
Chemistry Department
Chemist 1 1 @20 23.12
Shipping Department
Shipper 1 1 @20 23.12
Tractor Trailer Driver 2 1 @ 17; 1 @ 16 23.12

– 15
–
Exhibit 4
Oshawa Industries
Balance Sheet, 31 December
Account
1998
1999
2000
2001
Current Assets
Cash $52,908 ($77,190) $452,132 $243,340
Accounts Receivable 1,001,014 1,105,324 992,116 1,487,726
Inventory 406,162 351,684 325,466 398,928
Prepaid Expenses 48,700 72,590 38,634 29,554
Sales Tax 794 0
Income Tax 124,372 (162,546) 434,496 323,742
Operating Loan 890,000 11,056
Other Liabilities 95,946 113,238 605,206 349,538
Total Current Liabilities
$1,005,108 $1,692,042 $1,935,658 $1,653,458
Long Term Liabilities
Bank Loans Payable $40,000 $430,000 $24,000 $18,000
Sales Contract 130,558 320,220 251,744 179,844
Customer Deposits 51,752 30,538 22,656 9,624
Shareholder Loans 850,156 850,156 2,437,036
Deferred Income Taxes 296,842 248,200 248,200 244,200
Total Long Term Liabilities
$519,152 $1,879,114 $1,396,756 $2,888,704

– 16
–
Exhibit 5
Oshawa Industries
Statement of Income and Expenses
for Periods Ending 31 December
Description
1999
2000
2001
REVENUES
Steel Division $950,500 $907,784 $1,259,586
Plating Division $8,406,524 $8,746,344 $8,693,478
TOTAL SALES $9,357,024 $9,654,128 $9,953,064
LESS
Sales Discounts $31,884 $33,268 $39,018
OTHER SALARY EXPENSE
DEFERRED EXCHANGE
OTHER INCOME 4,246 54,038 23,950
INTEREST INCOME (CHARGES) (99,842) (28,920)
TOTAL PROFIT (LOSS) $793,296 $1,113,238 $841,410
TOTAL INCOME TAXES $349,200 $490,200 $369,200
AFTER TAX PROFIT (LOSS) $444,096 $623,038 $472,210

– 17
–
Exhibit 6
Oshawa Industries
Financial Analysis
Ratio
1999
2000
2001
Current Ratio 0.86 0.99 1.43
Quick Ratio 0.65 0.82 1.19
Return on Total Assets 10.74% 14.57% 9.54
Return on Stockholder Equity 79.45% 66.53% 117.1
Industry Standards
Ratio
1999
2000
2001
Current Ratio Upper Quad. 2.3 2.5 1.3
Median 2.0 1.7 1.3
Lower Quad. 1.2 1.1 1.2
Quick Ratio Upper Quad. N/A 2.6 0.9
Median N/A 1.3 0.9
Lower Quad. N/A 1.0 0.5
Return on Total Assets Upper Quad. 28.6% 23.9% 13.1%
NOTE: Industry Standards were obtained from Dun and Bradstreet Canadian Norms and Key Business Ratios, SIC
3471. Costs to sales ratio averages about 77% for comparable industries.
– 18
–
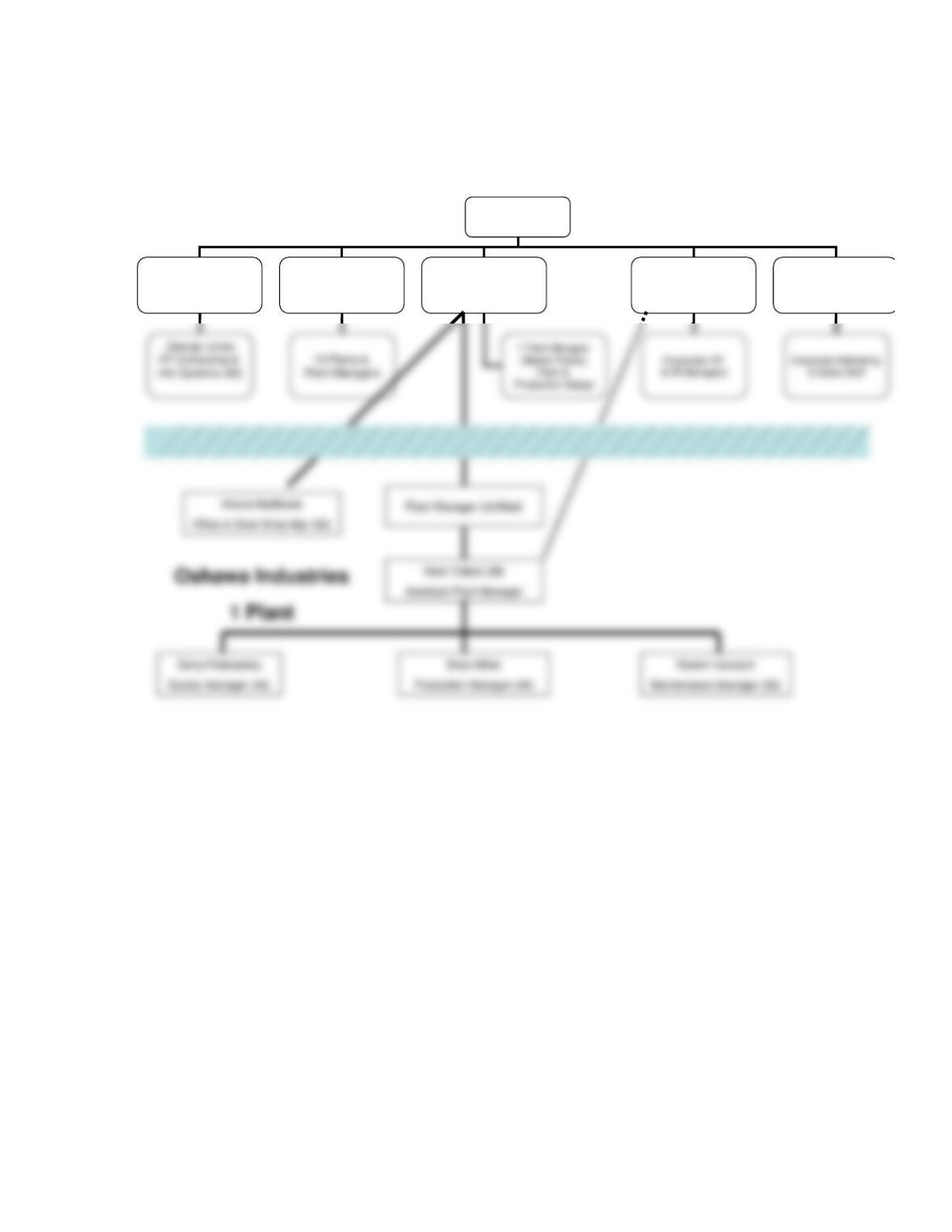
Dean Carter
President (56)
Karen Decker
CFO (52)
Chet Wainwright
EVP Plant Development
& New Initiatives
(57)
Roger Sutherland
VP Administration (44)
Jack Carter
EVP Manufacturing(54)
Jerry Kaplan
VP Marketing
& Sales (48)
Oshawa Holdings Limited
21 Plants
Exhibit 7
Organizational Structure of OHL and OI