
16
C H A P T E R
Lean Operations
DISCUSSION QUESTIONS
1. A Lean producer is a company that adopts a philosophy of
minimizing waste, striving for perfection through continuous
2. JIT is a philosophy of continuous and forced problem solving.
nents: continuous improvement, respect for people, and standard
work practices. TPS is the standard for repetitive manufacturing.
LO 16.1: Define Lean operations
AACSB: Application of knowledge
4. Level schedules process frequent small batches rather than a
few large batches; the small batches are always changing. They
more than necessary). Where external, unpredictable issues such
as weather arise, more safety stock is necessary. Consignment
buffers and therefore a better, easier–to-use JIT system.
7. Kaizen is the Japanese word for changing for the good or, as
it is known in Lean circles, continuous improvement.
A kaizen event means a group (often a work cell) meets to
in less than a week. Kaizen blitz is not mentioned in the text.
LO 16.1: Define Lean operations
8. JIT partnering with suppliers; few suppliers; nearby suppliers;
repeat business with the same suppliers; analysis to enable desirable
suppliers to become/stay price competitive; competitive bidding
plier partnerships
reduction, and small lot size that characterize JIT.
LO 16.5: Define kanban
AACSB: Application of knowledge
10. Standardized, reusable containers within the plant: in ship-
ping; protect the specific quantities to be moved; reduce weight and
disposal costs; generate less wasted space in trailers; and require
11. Lean production is applicable everywhere. It ranges from
lean layouts at McDonald’s kitchens (see the Global Company
12. Virtually all lean techniques have application in both
LO 16.1: Define Lean operations
AACSB: Analytical thinking
may not be an ethical issue for Mega-Mart. There may be an issue
of being nice to a good supplier, but that is not necessarily an
ethical issue. Mega-Mart is interested in an efficient (and consist-

270 CHAPTER 16 LEAN OPERATIONS
16.7 First, we must determine the kanban size. To do this, we
determine the production order quantity (see discussion in
Chapter 12), which determines our kanban size.
16.8 D = 2,000; H = $12; S = $30
2(2,000)(30)
16.9 D = 2,000; H = $20; S = $0.50
2(2,000)(0.50)
(a) 10 lamps
20
EOQ ==
16.10# With JIT, purchase/delivery of goods immediately precedes
demand. The decrease in EOQ for lamps, from 100 to 10,
16.11* Demand during lead time (1 day) 1,500
Safety stock (1/2 day) → 750
16.12* First, we determine the kanban size. To do this, we deter-
mine the Production Order Quantity (see discussion in
Chapter 12), which determines our kanban size.
2 2(20,000)(20) 800,000 800,000 4,359 66
250(1 0.266) 183.5
80
250 1
1300
p
DS
Qd
Hp
= = =
−
−
−
Then we determine the number of kanbans:
Demand during lead time = 240 (= 3 days Daily usage of 80)
Safety stock = 150 (= 1/2 Daily production of 300)
Therefore, maximum inventory should be = 390 mainshafts.
Because the kanban size is 66 mainshafts, 5.9 kanbans are appropriate (390/66). This can be rounded to 6.
2 2(50,000)(25) 2,500,000 25,000 158
DS

Copyright ©2017 Pearson Education, Inc.
2
LEAN OPERATIONS AT ALASKA AIRLINES
A 5-minute video, filmed specifically for this text and case, is
available in MyOMLab.
1. Alaska Airlines’ key ingredients of Lean are the same as those
noted in this chapter—supply the customer with exactly what the
LO 16.1: Define Lean operations
2. A lively discussion can take place regarding passenger loading
front, window passengers first, children and infirmed first, as well
as dual-door or rear-door access and others as noted below.
3. Passenger loading and unloading is viewed as a major issue in
the airline industry; hence, there has been substantial research.
The research includes the following:
Boeing Aircraft (see //www.boeing.com/commercial/
aeromagazine/aero_01/textonly/t01txt.html)
• Journal of Air Transport Management “A New Method
bags they carry.
• Wired Magazine (August 28, 2013) Use the rear door
• New York Times (May 23, 2013) United to have passen-
for each carry-on bag.
• Wall Street Journal (July 21, 2011) After a 2-year study
American Airlines determined that random assignment to
scribes the procedure for and importance of airline board-
ing procedures.
LO 16.2: Define the seven wastes and the 5Ss
A 9–minute video, filmed specifically for this text and case, is
available in MyOMLab.
1. What do you recommend be done when an error is found in a
pack as it is opened for an operation?
The immediate solution is get another pack. (Although APH uses
2. How might the procedure for custom surgical packs de-
less than 1 day fix leading.
layout, inventory, and scheduling are all used. Provide an exam-
work area and with no space for excess storage.
◼ Inventory is at a minimum to ensure that bad product is not
made, shipped, and stored. Minimum inventory allows
◼ Scheduling that meets JIT demands, schedules only what is
needed when it is needed.
you recommend the SKU for a new custom pack be entered into
the hospital’s supply chain system?
The request for changes and all new products goes to the Medical
LO 16.8: Explain how Lean applies to services
AACSB: Reflective thinking
JIT AFTER A CATASTROPHE
This case and the discussion below (much of which is from a se-
1
1
272 CHAPTER 16 LEAN OPERATIONS
1. What do you do to keep coupling production going?
At Caterpillar:
• The morning after the tornado Mr. Folley was on site with
• Within 48 hours Caterpillar engineers were scouring the
world for couplings.
paychecks would continue.
together the capability of many plants.
At Toyota:
The support that parts makers provided Toyota during its
loyalty—often to the detriment of U.S. and other foreign parts
Wall Street Journal article. “We trusted them.”
Indeed, as the first valves arrived at Toyota factories, Aisin
duced inventory with its entire cost savings and fewer write-offs;
3. The consistent response of Caterpillar, Toyota, Chrysler, etc. is
to continue with JIT. JIT works, and it works in spite of a catas-
trophe. The efficiencies are just too overwhelming. The systems,
4. Policy changes:
• At Caterpillar, management is considering adding some
outside the U.S. to supply future growth and provide
efficiency and risk. “Many people say you might need to
scatter production to different suppliers and plants, but then
you have to think of the costs” of setting up expensive
cient. Nisshin Kogyo Co., which was making the other 1% of
Toyota’s P-valves, says that during the crisis it raised production
sole-source suppliers are moving quickly to build failsafe supply
chains. In some cases this means revamping systems to facilitate
AACSB: Reflective thinking
MUTUAL INSURANCE COMPANY OF IOWA
that are supposed to happen with JIT will. For instance, we expect
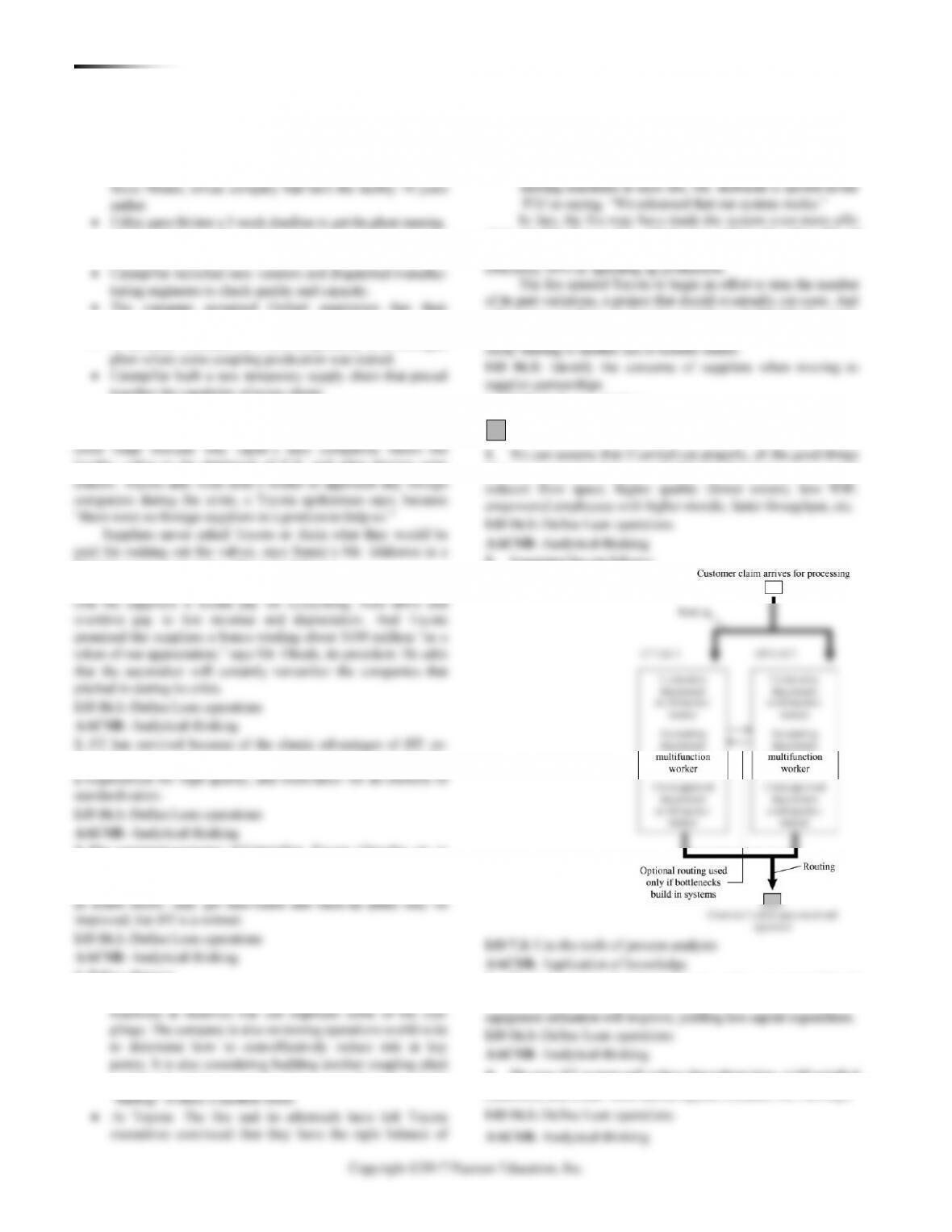
2. Suggested layout follows:
3. We are assuming that the personnel can be cross-trained for all
the jobs in the cell, that training budgets will increase, and that
4. The new JIT system will reduce throughput time, yield satisfied
2