
Chapter 13 – Inventory Management
13–61
Education.
Operations Tour: Bruegger’s Bagel Bakery
1. If too little inventory is maintained, there is a risk of a stockout and potential lost sales. In
addition, if there is not sufficient work-in–process inventory, the production process may become
too inefficient, raising the cost of production. On the other hand, if too much inventory is
maintained, the carrying cost may become excessively high.
2. a. Customers judge the quality of bagels by their appearance (size, shape, and shine), taste, and
consistency. Customers are also very interested in receiving high service quality.
b. Bruegger’s checks quality at every stage of operation, from choosing suppliers of ingredients,
careful monitoring of ingredients, and keeping equipment in good operating condition to
monitoring output at each step of the production process. At the stores, employees watch for
deformed bagels and remove them.
c. Steps for Bruegger’s Bagel Bakery Operations:
1) Purchase ingredients from suppliers
2) Receive ingredients from suppliers
9) Sell bagels to customers
The company can improve quality at each step by monitoring output more carefully and with
training and education of the employees.
3. The basic ingredients can be purchased using either fixed order interval or fixed order quantity
4. If there were a bagel-making machine at each store, the company would have to invest in more
machinery, more space for production and storage, and more worker training for the production
of bagels. However, the lead time to make the bagels would be shortened. The shorter lead time
would provide faster, more flexible response to customer demands and fresher bagels.

Chapter 13 – Inventory Management
13–62
Education.
Enrichment Module: EPQ Problem
This enrichment module consists of an EPQ problem to solidify the concepts associated with the
Economic Production Quantity model.
Problem
A company produces plastic powder in lots of 2,000 pounds, at the rate of 250 pounds per hour. The
company uses powder in an injection molding process at the steady rate of 50 pounds per hour for an
eight-hour day, five days a week. The manager has indicated that the setup cost is $100 for this product,
but “We really have not determined what the holding cost is.”
a. What weekly holding cost per pound does the lot size imply, assuming the lot size is optimal?
b. Suppose the figure you compute for holding cost has been shown to the manager, and the
manager says that it is not that high. Would that mean the lot size is too large or too small?
Explain.
Solution to Enrichment Module Problem
a.
weeklbH
H
H
H
H
up
p
H
dS
Q
weeklbsweekdaysdayhrshrlbsd
S
hrlbsu
hrlbsp
lbsQ
/./125$.
000,000,4
000,500
000,500
)000,2(
000,500
000,2
)25.1x(
000,400
000,2
50250
250
x
)100)(000,2(2
000,2
x
2
/. 000,2)/ 5( x )/. 8( x .)/. 50(
100$
./. 50
./. 250
. 000,2
2
b. Decreasing the value of carrying cost (H) will result in an increase in the lot size.
Because holding inventory is not as expensive, the firm could afford to carry more
inventory and therefore produce a larger batch.

Chapter 13 – Inventory Management
13–63
Education.
Enrichment Module 2: Inventory Model with Planned Shortages
In most cases, shortages are undesirable and should be avoided. However, in certain circumstances, it
may be desirable to plan and allow for shortages. Planned shortages are implemented for high dollar
volume items where the inventory carrying cost is very high. The model discussed in this section refers to
the specific type of shortages called backorders. When a customer attempts to purchase an out-of-stock
item, the firm does not lose the sale. The customer waits until the purchased order arrives from the
supplier. If there were no additional cost associated with backordering, there would be no incentive for
the firm to maintain any inventory. However, there are costs associated with backordering. The tangible
part of the backorder cost involves the cost of expediting the delivery (special delivery) and production of
the backordered item. The intangible part of the backorder cost involves the loss of goodwill due to the
fact that the customers are forced to wait for their orders. The longer the waiting period, the higher the
backorder cost due to loss of goodwill will be.
There is a direct trade-off between the inventory carrying cost and the cost of a planned shortage in the
form of backorders. In many cases, the cost of backorders can be offset easily by the reduction in carrying
costs. The model discussed in this section will not be valid if a customer decides not to wait for the
backorder.
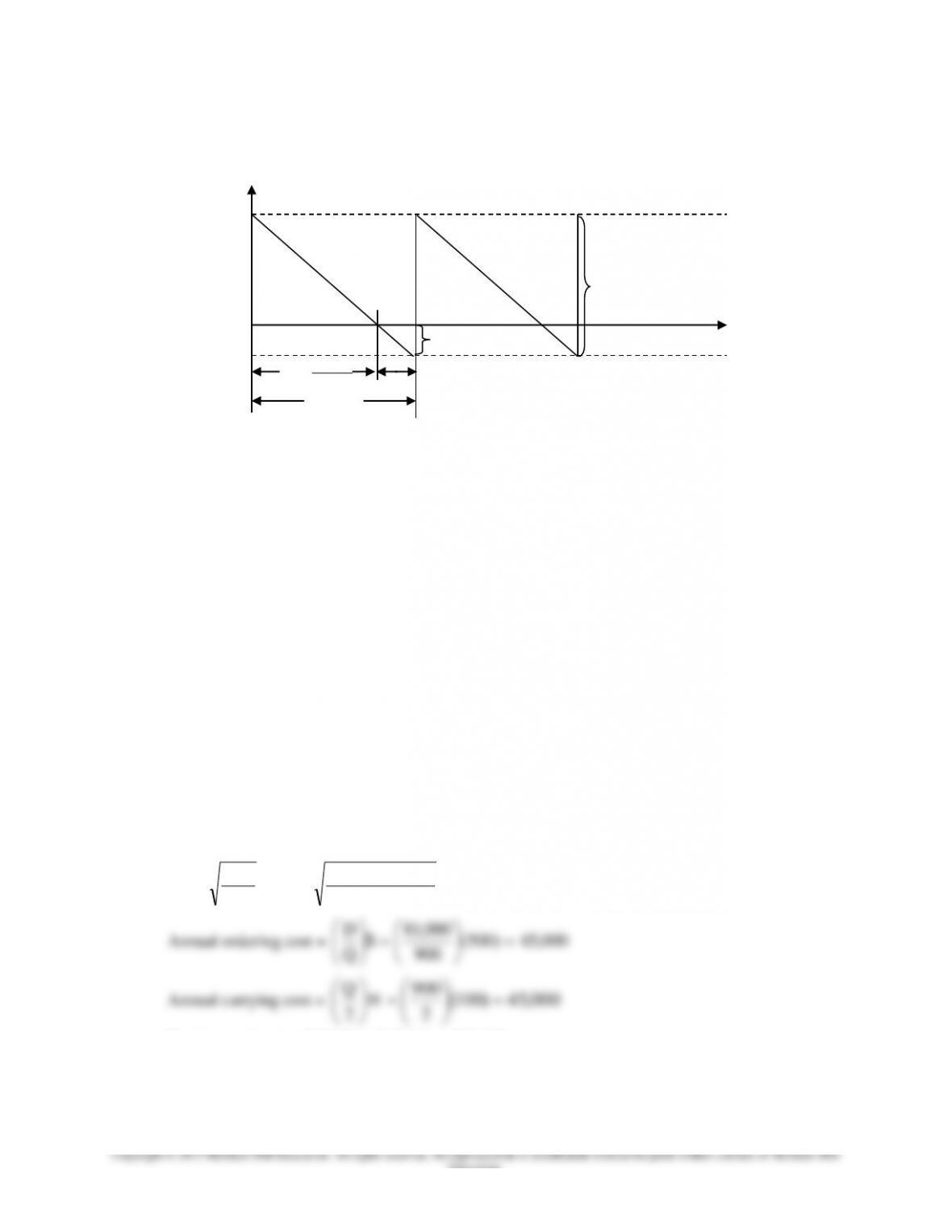
The fixed order quantity inventory model with planned shortages (backorders) is very similar to the basic
EOQ model. When the reorder point is reached, a new economic order quantity (Q) is placed. Figure 1
shows the schematic representation of this model. The size of the backorder is B units and the maximum
inventory is Q – B units. The average size of the backorder is B/2 for each order cycle. T is defined as the
amount of time between two successive orders (a complete order cycle). t1 is the part of the order cycle
where the customer orders are met from stock. In other words, during t1 there is positive inventory level.
On the other hand, t2 is the period of time in the order cycle where the inventory is depleted and all the
customer orders are placed on backorder (stockout period).
Symbol definitions used to explain various concepts are listed below.
H = carrying cost per unit per year
S = ordering cost per batch (lot)
D = annual demand
Q* = optimal order quantity
B = size of the backorder
CB = backorder cost per unit per year
B* = optimal planned backorder quantity
T = Q/D (length of the complete order cycle in years) or
T = Q/d (length of the complete order cycle in days)
t1 = (Q – B)/D or (Q – B)/d (time period during which inventory is positive)
t2 = B/D or B/d (time period during which there is no inventory)
In this model, the average inventory is not Q/2 or not even (Q – B)/2 because during the shortage period
there are no units in inventory. The average inventory calculation for this model can be explained with the
following example:

Chapter 13 – Inventory Management
13–64
Education.
A large local car dealership orders a certain brand of automobiles from a car manufacturer located in
Detroit. Order quantity (Q) is 500 units, annual demand (D) is 7,500 and the firm operates 300 working
days per year. Due to the high holding costs, the company plans to backorder (B) 200 cars per order cycle.
Determine the average inventory.
d = (D/number of operational days) = 7,500/300 = 25 units (daily consumption)
T = Q/d = 500/25 = 20 days (time between orders is 20 days)
t1 = (Q – B)/d = (500 – 200)/25 = 300/25 = 12 days (time period during which there is no shortage)
t2 = B/d = 200/25 = 8 days (time period during which there is no inventory)
The dealership will carry an average of (Q – B)/2 units during t1 and no units during t2. Therefore, total
number of unit days during the inventory cycle can be computed by multiplying t1 by (Q – B)/2
d
BQ
BQ
d
B)(Q
cycleinventory/ of days unit of Number
BQ
tcycleinventory/ of days unit of Number
2
)(
2
)(
2
*
2
1
In other words, an average of 150 units are carried in inventory for 12 days and zero units are carried for 8
days (shortage period). Therefore, total number of unit days of inventory during the complete order cycle
is (150)(12) = 1800.
Because there are a total of 20 days in the complete order cycle, the average inventory can be computed
by dividing the total number of unit days of inventory by the number of days in the inventory cycle. In
this example, the average inventory is equal to 1,800/20 or 90 units. Therefore, the average inventory can
be computed by using the following formula:
2Q
B)–(Q
inventory Average
2
)(
inventory Average
2
2
d
Q
d
BQ
Using a similar logic, we can also develop the average backlog formula. The dealership will experience
shortage (backorders) for 8 days during the order cycle. The average amount of backorder on a given
shortage day is B/2. Based on this information, the total number of backorder unit days can be computed
using the following equation: (t2) (B/2) = (B/D)(B/2) = B2 /2D.
In our example, there are 8 days of a planned shortage period. During this period, an average of 200/2 =
100 units of backorders are realized. Therefore, the total number of backorder unit days during the order
cycle is (8)(100) = 800 units. Because there are a total of 20 days in the order cycle, the average
backorder quantity for the complete order cycle can be determined by dividing the total number of
backorder unit days by the number of days in the complete inventory cycle. In this example, using the
above equation, we obtain an average backorder quantity of 800/20 = 40 units. The general equation for
the average backorder quantity is:
Chapter 13 – Inventory Management
13–65
Education.
2Q
B
backorder Average
d
Q
d
B
backorder Average
2
2
2
Annual inventory carrying cost still is calculated by multiplying the average inventory by the inventory
carrying cost per unit per year. The formula for the annual ordering cost is the same as it was for the basic
EOQ model. The annual backorder cost is determined by multiplying the average backorder quantity by
the backorder cost per unit per year.
The annual inventory carrying cost is given by:
H
Q
BQ
2
)( 2
The annual ordering and backordering costs are given by the following respective formulas:
B
C
Q
B
S
Q
D
2
2
Therefore, the total annual inventory cost (TC) can be expressed by summing the annual inventory
carrying cost, the annual ordering cost, and the annual backordering cost as shown in the following
formula:
B
C
Q
B
S
Q
D
H
Q
BQ
TC 22
)( 22
Taking the first total derivative of the above total cost formula with respect to Q, setting the resulting
equation to zero, and solving for Q will result in the following optimal quantity (Q*) and optimal
backorders (planned shortages) (B*) formulas:
BH
H
QB
C
CH
H
DS
Q
B
B
**
2
*
Chapter 13 – Inventory Management
13–66
Education.
Figure 1
An inventory situation with planned shortages
Example:
XYZ Company distributes a major part for the F–15 fighter jets. Due to the very high holding cost, the
company wants to implement a model with planned shortages. The annual demand is 81,000 and the
company operates 300 days per year. The annual carrying cost rate is 10% of the unit cost and the unit
cost of this item is $1,000. The ordering cost per batch is estimated at $500.
a. Determine the optimal order quantity and total annual inventory cost (ordering cost + carrying
cost) using the basic EOQ model with no backorders.
b. If each unit backordered costs the company $200 per unit per year, what would be the optimal
order quantity and the optimal size of the planned backorder?
c. Determine the annual carrying cost, the annual ordering cost, the annual backordering cost, and
the annual total inventory cost for the planned shortage model used in part b.
d. Determine the values of t1, t2 and T in days.
e. Should the company adopt the planned backorder model of part b or the basic EOQ model of part
a, which does not allow backorders?
D = 81,000 units
S = $500
d = 81,000/300 days = 27 units per day
H = ($1,000) (.10) = $100
CB = $200
a.
900
100
)500)(000,81(2
Q*
H
DS2
*Q
000,81
D
2
2
Total annual cost = $45,000 + $45,000 = $90,000
t2
Inventory
Time
Q – B
Stockout B
Maximum Inventory Level
Q
T = Q/d
d
BQ
t
1

Chapter 13 – Inventory Management
13–67
b.
36733.367
200100
100
)102,1(
*
200
200100
100
)500)(000,81(2
*
)(
2
*
B
CH
H
QB
Q
C
CH
H
DS
Q
B
B
B
c.
000,81
12.511,24
)100(
)102,1(2
)367102,1(
2
)(
cost carrying Annual
2
2
D
H
Q
BQ
Chapter 13 – Inventory Management
13–68
Education.
d.
days
d
B
t
days
d
BQ
t
days
d
Q
T
d
59.13
27
367*
22.27
27
367102,1
81.40
27
102,1
27
300
000,81
2
1
e. The model with planned backorders is preferred because the total annual inventory cost of the
basic EOQ inventory model is substantially higher than the total annual inventory cost of the
planned backorder model.
TCbasic EOQ = $90,000
TCbackorder = $73,484.71
$90,000 – $73,484.71 = $16,515.29 difference
Problems
The manager of an inventory system believes that inventory models are important decision-making aids.
Although the manager often uses an EOQ policy, he has never considered a backorder model because of
his assumption that backorders are “bad” and should be avoided. However, with upper management’s
continued pressure for cost reduction, you have been asked to analyze the economics of a backordering
policy for some products that possibly can be backordered. For a specific product with D = 800 units per
year, S = $150, H = $10, and CB = $20, what is the cost difference in the EOQ and the planned shortage or
backorder model? If the manager adds constraints that no more than 35% of the units may be backordered
and that no customer will have to wait more than 20 days for an order, should the backorder inventory
policy be adopted? Assume 250 working days per year.
Solution to Problem
D = 800 units/year
S = $150
H = $10/unit/year
CB = $20/unit/year
Planned shortage model:
C
CH
H
DS
Q
B
B
20
)2010(
10
)150)(800(2
)(
2
*

Chapter 13 – Inventory Management
13–69
Education.
Total cost planned shortage model:
Annual carrying cost =
45.424$)10(
)190(2
)63190(
2
)( 22
H
Q
BQ
Annual ordering cost =
58.631$)150(
190
800
S
Q
D
19.774$)150(
)63(
22
B
155
Q
TC = $775.00 + $774.19 = $1,549.19
TCDifference = $1,549.19 – $1,264.92 = $284.27
Using the planned shortage model will result in annual savings of $284.27.
Number of orders =
orders
Q
D 4.21
190
800
Expected annual number of units short = (B)
Q
D
Expected annual number of units short = (63)(4.21) = 265.23
800
D