
Chapter 09 – Production and Operations Management of Goods and Services
9-61
PPT 9-46
Inventory Control
INVENTORY CONTROL
9-46
LO 9-4
• Just-in-Time (JIT) Inventory Control — The
production process in which a minimum of inventory
is kept and parts, supplies and other needs are
delivered just in time to go on the assembly line.
• To work effectively, the process requires excellent
coordination with suppliers.
1. A JIT system makes sure the right materials are at the
right place at the right time at the cheapest cost to meet
both customer and production needs.
2. To start a discussion with students ask the following
question: While the benefits of the JIT system are ob-
vious what are some of the drawbacks?
PPT 9-47
Quality Control
QUALITY CONTROL
9-47
PhotoCredit:ArgonneNa onalLaboratory
LO 9-4
• Quality — Consistently
producing what the customer
wants while reducing errors
before and after delivery.
• Six Sigma Quality — A
quality measure that allows
only 3.4 defects per million
opportunities.
PPT 9-48
The Six Sigma Process
Source:BloombergBusinessweek,www.businessweek.com,accessedNovember2014.
The SIX SIGMA PROCESS
9-48
LO 9-4
Define
Measure
Analyze
Improve
Control
6σ
A Six-Sigma process ensures 99.99966% of products are
defect-free.

Chapter 09 – Production and Operations Management of Goods and Services
9-62
PPT 9-49
Statistical Quality Control and Statistical
Process Control
STATISTICAL QUALITY CONTROL &
STATISTICAL PROCESS CONTROL
9-49
LO 9-4
• Statistical Quality Control — A process used to
continually monitor all phases of the production
process.
• Statistical Process Control — A process of testing
statistical samples of product components at each
stage of production.
• Measuring quality along the production process
reduces the need for quality control at the end.
PPT 9-50
The Baldrige Awards
The BALDRIGE AWARDS
9-50
LO 9-4
• Companies can apply for awards in these areas:
– Manufacturing
– Services
– Small Businesses
– Non-Profit/Government
– Education
– Healthcare
PPT 9-51
The Winners Are…
Source:Na onalIns tuteofStandardsandTechnology,www.quality.nist.gov,accessedNovember2014.
THE WINNERS ARE…
2014 Baldrige Award Recipients
9-51
Company Category Where from?
Elevation Credit Union Nonprofit Boulder, CO
St. David’s HealthCare Healthcare Austin, TX
Hill County Memorial Healthcare Fredrickburg, TX
PricewaterhouseCoopers Service McLean, VA
LO 9-4
1. This slide presents the 2014 Baldrige National Quality
Award recipients.
2. Awardees included two healthcare institutions, one
nonprofit, and one corporation honored for service.
3. To better understand the process have students spend
time reviewing the www.nist.gov website.

Chapter 09 – Production and Operations Management of Goods and Services
9-63
PPT 9-52
What Is ISO?
WHAT is ISO?
9-52
LO 9-4
• The International Organization for
Standardization (ISO) is a worldwide federation of
national standards bodies.
• ISO 9000 — The common name given to quality
management and assurance standards.
• ISO 14000 — A collection of the best practices for
managing an organization
’
s impact on the
environment.
ISO is the world’s largest developer and publisher of in-
ternational standards. The purpose of ISO is to form a
bridge between the public and private sectors. ISO is
based in Switzerland.

Chapter 09 – Production and Operations Management of Goods and Services
9-64
PPT 9-53
Test Prep
TEST PREP
9-53
• What are the major criteria for facility location?
• What’s the difference between MRP and ERP?
• What’s just-in-time inventory control?
• What are Six Sigma quality, the Baldrige Award,
ISO 9000 and ISO 14000?
1. Managers must always consider the customer and
the impact on customers’ ability to use the compa-
ny’s services and to communicate about their needs.
Other criteria that need to be considered include:
labor costs, availability of resources, access to
transportation, proximity to customers, suppliers,
crime rates, quality of life for employees and the
cost of living, to mention but a few.
2. Materials requirement planning or (MRP) is a com-
puter-based operations management system that us-
es sales forecasts to make sure needed parts and
materials are available at the right time and place.
Enterprise resource planning (ERP), a newer ver-
sion of MRP, combines the computerized functions
of all the divisions and subsidiaries of the firm into
a single integrated software program that uses a
single database.
3. One major expense in the production process is the
holding of parts. The goal of just-in-time inventory
is to eliminate or reduce that cost. Just-in-time in-
ventory systems keep a minimum of inventory on
the premises and only deliver parts just as they are
needed on the factory floor.
4. Six Sigma is a quality-control standard which sets a
benchmark of no more than 3.4 defects per million
opportunities. The Baldrige Award was created in
1987 to promote a standard for overall quality in the
following areas: manufacturing, services, small
business, education, and health care. The award
was named after Malcolm Baldrige, the late U.S.
secretary of commerce. The International Organi-
zation for Standardization or ISO is a worldwide
federation of national standards bodies from more
than 140 countries. This nongovernmental organi-
zation establishes global measures for the quality of
individual products. ISO 9000 is the common name
given to quality management and assurance stand-
ards, while ISO 14000 is a collection of the best
practices for managing an organization’s environ-
mental impact.

Chapter 09 – Production and Operations Management of Goods and Services
9-65
PPT 9-54
PERT
PERT
9-54
LO 9-5
• Program Evaluation and Review Technique
(PERT) — A method for analyzing the tasks involved
in completing a given project and estimating the time
needed.
The program evaluation and review technique (PERT)
was developed in the 1950s with the construction of the
Navy’s Polaris submarine project.
PPT 9-55
Steps Involved in PERT
STEPS INVOLVED in PERT
9-55
LO 9-5
1. Analyzing and sequencing tasks
2. Estimating the time needed to complete each
task
3. Drawing a PERT network illustrating the first two
steps
4. Identifying the critical path
• Critical Path — The sequence of tasks that
takes the longest time to complete.
PPT 9-56
PERT Chart for a Music Video
PERT CHART for a MUSIC VIDEO
9-56
LO 9-5
Chapter 09 – Production and Operations Management of Goods and Services
9-66
PPT 9-57
Gantt Charts
GANTT CHARTS
9-57
LO 9-5
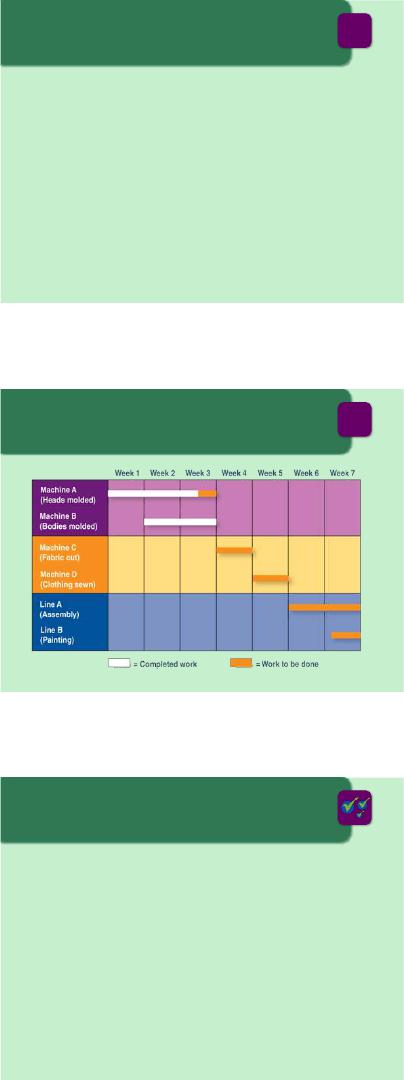
• Gantt Chart – A bar graph that shows what projects
are being worked on and how much has been
completed.
Henri Gantt created the Gantt chart which allows man-
agement to chart workflow and improve worker produc-
tivity. The Gantt chart is the forerunner to the modern
PERT chart.
PPT 9-58
Gantt Chart for a Doll Factory
GANTT CHART for a
DOLL FACTORY
9-58
LO 9-5
PPT 9-59
Test Prep
TEST PREP
9-59
• Draw a PERT chart for making breakfast of three-
minute eggs, buttered toast and coffee. Define the
critical path.
• How could you use a Gantt chart to keep track of
production?
1. To answer this question, refer to Figure 9.3 in the
textbook.
2. A Gantt chart is a scheduling mechanism used by
manufacturers for measuring production progress.
This chart will give management a clear idea as to
the status of the project and how much has been
completed at any given time.
Chapter 09 – Production and Operations Management of Goods and Services
9-67
lecture
enhancers
“Quality is remembered long after the price is forgotten.”
Gucci family motto
“In the factory we make cosmetics, in the store we sell hope.”
Charles Revlon
lecture enhancer 9-1
AMERICAN MANUFACTURING GROWS AT RECORD PACE
For the past few years the story about American manufacturing has been one of slow but sure im-
provement. While industry in the U.S. may never again return to its heyday, the public and private sec-
tor’s renewed interest in domestic manufacturing is a rare instance of good economic news. According to
a study by the Institute for Supply Management, increased spending by businesses and consumers have
led to months of consecutive growth for America’s factories. In fact, the U.S. is outpacing many of the
world’s leading industrial powers, including China.
More than a half a million manufacturing jobs have been created in the U.S. over the past three
years. This marks the first time in more than a decade that opportunities for factory employment have ac-
tually gone up instead of down. China, on the other hand, saw its growth decrease in part because of Lu-
nar New Year celebrations. National holidays aside, though, some experts are unsure if China’s industrial
sector can sustain much more growth. A few big American companies have added to the situation by
moving portions of their operations back to American soil. Apple, for instance, has relocated production
of one of its computers to the U.S. Meanwhile Wal-Mart has pledged to increase spending on its Ameri-
can suppliers by more than $50 billion over the next ten years.
Much of the credit for this uptick in industrial growth can be attributed to an increasing global
demand for American goods. Exports have become an important economic driver in recent years as de-
veloping middle classes in expanding economies continue to clamor for name brands. As more companies
start to produce their goods in the U.S. again, the payoff will likely only get bigger. For every $1 of man-
ufacturing activity, $1.48 returns to the economy. The question remains if American industry can main-
tain this momentum as the business world continues to change at a rapid pace.i
lecture enhancer 9-2
MANUFACTURERS MAKE DO WITH OLD EQUIPMENT
As American manufacturing continues to improve, news reports about industry inevitably focus
on the technological advances that drive many modern facilities. But not all of the nation’s factories are
teeming with robots and high-powered computer systems. Due to razor thin operating budgets, a number
of plants across the country use the same machinery they’ve relied on for decades. For instance, an Alcoa
Chapter 09 – Production and Operations Management of Goods and Services
9-68
plant in Cleveland still presses aluminum alloys with a 50,000-ton forging machine that arrived on Amer-
ican soil from Germany in the 1950s as part of reparations for World War II.
For Alcoa and a host of other manufacturers, it often makes more economic sense to upgrade old
machinery than to replace it outright. With the American market still growing slowly, many companies
can’t afford to risk the expense of implementing new equipment. Instead, machines like Alcoa’s alumi-
num forge, which was declared an historical landmark in 1981, have a few parts upgraded and computer
controls added to make them slightly more efficient. Other equipment operates by even more archaic
means, such as the football-field sized, partially steam-powered papermaking machine used at an Interna-
tional Paper mill in upstate New York.
But just because that’s the way the company does business in Ticonderoga doesn’t mean that’s
how it operates worldwide. Paper demand has been shrinking in the U.S. for years, leading some to
speculate that domestic plants may disappear entirely within a few decades. Meanwhile, demand for paper
has been growing faster than ever in expanding economies like Russia, Brazil and China. International
Paper doesn’t settle for steam power in those countries: the company’s operations abroad tend to feature
state-of-the-art equipment and computer software. In fact, manufacturers across the board have become
less willing to invest in older domestic plants. In 2010 companies spent $152 billion improving their
home market factories, a 22 percent decrease from 10 years earlier. Conversely, over that same period
capital spending outside the U.S. increased 64 percent to $107.3 billion.ii
lecture enhancer 9-3
TOLEDO’S SUNNY FUTURE
In the 1970s Toledo, Ohio, was a Rust Belt heavyweight. The city reigned as the glass capital of
the country and boasted an average per-capita income ranking in the nation’s top 10. But like many other
cities dependent on manufacturing, deindustrialization hit it hard, causing Toledo’s once lofty per-capita
income to languish in America’s bottom 10 by 2000. Throughout the 1990s civic officials focused on
convincing local businesses to stay in town rather than spurring on new industries. But as the recession
moved unemployment into double digits, Toledo’s governmental and business leaders began to realize
that innovation was the only way to bring their city out of its economic doldrums.
In a remarkable partnership among government, academia, and the private sector, Toledo turned
away from its glass past and into the sunny future of solar power. Two years ago, a collection of officials
from each city sector met and decided that the only way to encourage innovation was to work closely to-
gether with few barriers. As a result, the University of Toledo expanded its solar power research staff by
hiring top professionals in the field. It also created a solar power business incubator to work with stu-
dents, professors, and entrepreneurs to build new solar energy companies and manufacturers. Much of the
funding granted to these companies and the university came from government subsidies aimed at expand-
ing the solar industry quickly.
Some 6,000 employees now work in Toledo’s solar sector. Four solar companies graduated from
the University of Toledo’s incubator and six more are still working in the program. Owens Community
College also played a substantial role in expanding solar manufacturing in Toledo, training 255 solar in-
stallers since 2004. Each month members of the city’s business, academic, and civic sectors, who aptly
dubbed themselves “the partners,” meet to discuss Toledo’s solar future as well as opportunities in other
industries. Although Toledo may not recapture its glory days, through cooperation among its civic leaders
it may be able to forge a new identity that will take it through the recession and beyond.iii
Chapter 09 – Production and Operations Management of Goods and Services
9-69
lecture enhancer 9-4
INSIDE PAMPERS’ DIAPER LAB
For many parents, the day a child becomes potty-trained is cause for celebration. Not only has their
kid progressed to a new stage of their life, but it also means that they’re done dealing with one of parenting’s
messiest products: diapers. Each year Americans spend more than $10 billion on Pampers alone, accounting
for 12 percent of Procter & Gamble’s sales. Although that makes Pampers the biggest brand in P&G’s portfo-
lio, their North American market share still trails Kimberly-Clark’s Huggies line. What’s more, cheaper pri-
vate-label diapers have begun to take a slice out of Pampers’ business as well.
With so much competition, P&G can’t afford to let Pampers fall behind. So while parents get to wave
goodbye to their kid’s dirty diapers after a few years, dedicated teams of researchers spend their days studying
the smelly things in labs located across the world. For instance, employees at the company’s five baby-care
centers spend hours observing how infants move, sit and fall. They even drop weights on soiled diapers to test
their durability and scan fabric fibers with high-powered microscopes to measure their absorbability. In one
odd study, 200 parents who received free Pampers for a month were required to send their “used” items back
to P&G. Researchers then froze the soiled diapers and weighed them to see how much liquid they had ab-
sorbed.
All these strange tests show just how difficult it is to design the perfect diaper. Babies come in so
many different shapes and sizes that one researcher claimed “fitting a diaper is like trying to fit a snowflake.”
If a diaper’s on too tight, the infant could be subjected to tears–inducing chafing and diaper rash. But if it’s too
loose, then let’s just say the baby’s parents will have a bit of a mess to clean up. Either of these situations is
enough to drive a consumer to another brand, which is why P&G comes up with more than 150,000 diaper
designs every year. The company also has approximately 5,000 patents granted or pending involving baby-
care. However, these innovations in diaper technology can sometimes leave customers wagging their noses. In
fact, Pampers’ Dry Max line faced a backlash after parents took to the Internet accusing the brand of causing
diaper rash. U.S. regulators soon got involved and cleared the diapers for crapsumption.iv
lecture enhancer 9-5
PLEASING EVERYBODY WITH MASS CUSTOMIZATION
For many image-conscious consumers, product customization provides a way to stand out from
the crowd without searching high and low for something totally unique. At Big Shot Bikes, for instance,
customers can choose the color and shape of up to 10 parts of the Colorado company’s fixed gear bikes.
Once customers select their preferences, Big Shot assembles the bicycles and ships them to the buyers for
under $500. With such a relatively reasonable price tag, the company wants consumers to know that cus-
tomization can be the norm rather than an additional premium service.
Indeed, this has been the case for years as big brands like Apple and Nike used their extensive
supply chains to lower the cost of customization. But as Big Shot shows, even smaller firms today can
take advantage of technology in order to make their product designs more flexible. “Anything you can
digitize you can customize,” says B. Joseph Pine II, author of the book Mass Customization. “Once it en-
ters the realm of zeros and ones, you can instantly change a zero to a one, and vice versa.” Nowhere is
this more apparent than in Big Shot’s iPad-friendly interface. Users can easily scroll through options and
watch their bike get built before their eyes.
Chapter 09 – Production and Operations Management of Goods and Services
9-70
Despite its other impressive features, the site’s iPad compatibility is perhaps its most significant
aspect. Big Shot initially hit the web in an Adobe Flash-based format, a platform that looks sleek on PCs
but is unusable on many mobile devices and tablets. With 10 percent of total traffic coming from iPads
alone, Big Shot soon translated their site into a mobile-ready programming language. Now 13 percent of
sales are made through iPads. Big Shot expects revenue to grow steadily over the next few years as con-
sumers become more and more dependent on their tablets for e-commerce. The company isn’t totally fo-
cused on Internet sales, though. Big Shot stocks bikes in a number of brick-and-mortar stores so that peo-
ple can get a look at them before they buy. Customers can then order the customized bike of their choice
from the same store for a small markup that includes assembly and tune-ups.v
lecture enhancer 9-6
URBAN AGRICULTURE IN DETROIT
The rundown Detroit of today is a far cry from the industrial behemoth it once was. Less than 900,000
residents remain in a city that once housed 2 million. Civic planners fear that in the coming years the popula-
tion could drop even lower to 700,000. Approximately 40 square miles of the 139-square–mile metropolis sits
almost completely abandoned. Faced with street after street of empty homes, Detroit officials have no choice
but to consider radical options in dealing with the city’s blighted neighborhoods. As a result, city leaders and
local entrepreneurs have proposed that some abandoned neighborhoods be leveled and replaced with, curiously
enough, working commercial farms.
Though urban agriculture may run counter to Detroit’s long-held reputation as a manufacturing hub,
the city may not have any choice if it wants to survive. The city can’t just let the vacant land rot, and city-built
parks would only add more cost to a broken infrastructure that already can’t fund basic services. Farms, on the
other hand, would provide the community with jobs, local restaurants with fresh produce, and otherwise for-
saken land with a purpose. Perhaps most importantly, though, farms could stimulate development in their adja-
cent neighborhoods and reduce the volume of excess housing.
So far the urban farming initiative has been met with high anticipation as well substantial opposition.
Some community activists accused local businesspeople involved in the proposal, such as money manager
John Hantz, of orchestrating a land grab. Others point to Detroit’s dubious history of civic revitalization
measures that hopelessly backfired. The Renaissance Center office and retail complex, for instance, succeeded
only in siphoning tenants out of downtown office buildings. Consequently, 48 of those buildings remain emp-
ty. However, if Detroit’s urban farming plan works only as a way to generate investor interest in the city, the
program would be considered a rousing success in comparison to its many civic disasters. And at this point,
any way the city can relieve its staggering 27% jobless rate is met with welcome ears. No one involved with
the project believes urban farming will take the city back to its glory days as the “place where cars are made,”
but it could at least fill something worthwhile into an increasingly empty city.vi
lecture enhancer 9-7
SPYING ON THE GREEN GIANT
In an official company history, Green Giant Company owned up to the fact that in the early days its
own management didn’t know how the canning process actually worked. Small canneries of that time hired
plant superintendents who kept canning methods a secret from the company as a form of job insurance.
“George F. Winter solved this problem in 1916,” says the company history, “by hiding in the
rafters of the plant, watching the superintendent at work, and taking notes on his procedures.” Winter’s
Chapter 09 – Production and Operations Management of Goods and Services
9-71
feat enabled the company to learn the actual canning process for the first time. Winter went on to become
superintendent of production and a member of the board of directors until his retirement in 1954.
lecture enhancer 9-8
MOTOROLA AND SIX SIGMA
The philosophy of Six Sigma is most closely identified with Jack Welch and GE, but Motorola
actually invented it. In the late 1970s, Motorola saw its name-making markets—radios, TVs, and semi-
conductors—challenged or already lost due to the onslaught by Japanese manufacturers. Robert Galvin,
son of the Motorola legend Paul Galvin, decided to wage a “quality” war.
Shifting in attitude from “I’d rather whine than fight” to “I’d rather fight than whine,” Galvin en-
listed all of the company’s 50,000 employees in a 10-year crusade to achieve perfect manufacturing pro-
cesses, eliminating product defects before the products are finished. Dubbed “Six Sigma” (jargon for
“perfection”), the theory required an in-depth education on the competition—Asian culture, economics,
politics. The staff used a specific “plan-do-check-act” work process. Within one year, Motorola reported
a savings of $250 million. In 1988, it won the first Malcolm Baldrige award for quality management from
the U.S. Commerce Department.vii
lecture enhancer 9-9
THE FUTURE OF MANUFACTURING TECH
For the last year or so, stories about 3D printing’s potential to incite another industrial revolution have
been widely reported across the media spectrum. But while the rise of 3D printing is undoubtedly exciting, it’s
just the tip of the technological iceberg when it comes to recent advancements in manufacturing. In fact, it
might not even be the most fascinating type of “additive manufacturing” being utilized today. For instance,
“cold spraying” involves shooting metallic particles through a nozzle at such high speeds that they bind to each
other. This allows manufacturers to create solid metal gears and other heavy objects in much the same way as a
3D printer.
President Obama recently created the Advanced Manufacturing Partnership in an effort to track trends
like additive manufacturing in today’s industrial sector. Although other methods outlined by the group aren’t
quite as interesting as shards of metal moving at light speed, they could turn out to be just as important. For
example, computer-aided modeling is changing the design process in the motor industry. These types of tools
are already becoming cheaper and will soon be used by both professionals and amateurs alike. One design pro-
gram that once would have required a mainframe computer can now run on a laptop and is available to down-
load for free.
Other trends in manufacturing are a little more obtuse, such as materials design. Humanity has been
troubled by the transition from one archetypal building material to another since the Stone Age gave way to the
Bronze Age. However, the gulf between a material’s discovery to its common implementation in society has
gradually decreased as time has drifted further from that ancient epoch. Nevertheless, it still takes us a while to
wrap our heads around new synthetic materials. After all, an Exxon employee discovered the technology for
lithium–ion batteries in the 1970s, but they weren’t ready for store shelves until the 1990s. That’s why a new
effort dubbed the Materials Genome Initiative is hoping to halve the time it takes to identify new materials and
bring them to market. Using technology that breaks down objects to the atomic or molecular level, researchers
will soon be able to manipulate materials virtually without the need for lengthy laboratory experimentation.viii

Chapter 09 – Production and Operations Management of Goods and Services
9-72
critical
thinking exercises
Name: ___________________________
Date: ___________________________
critical thinking exercise 9-1
GROUP PROJECT: ORGANIZING PRODUCTION
You will need about 20 sheets of paper (regular-length scratch paper, old handouts, discarded
photocopy paper, etc.) for each student and one large cardboard box for each group of students.
Designate groups of five to six students as “production groups” and one group as “evaluators.”
Explain that each group is a production team. Each production group’s objective is to profitably produce
as many quality paper airplanes as possible in 15 minutes. The planes’ quality is to be judged on the basis
of (1) uniformity of design, (2) accuracy, and (3) distance of flight when tossed. Each plane must have a
company logo to prevent confusion with the planes of other groups. Completed planes are to be placed in
the cardboard box designated for each group.
The evaluation team’s task is to determine which production group meets the quality criteria and
to verify the production teams’ profit. The evaluation team can plan its evaluation process while the pro-
duction groups are in production. At the end of the 15-minute production period, each production team
will calculate the profit for the production run.
Stage 1: Organizing for production (10 minutes). Each team will design their product, develop a sim-
ple logo, build a prototype, assign duties, and discuss quality criteria: (1) uniformity of design,
(2) accuracy, and (3) distance of flight.
Stage 2: Production (15 minutes). One member of each team should be designated “Financial Of-
ficer”—he or she will keep records of potential revenue and production costs. The rest of the
team will be Production Staff, producing as many finished products as possible while meeting
quality criteria.
Stage 3: Profit calculation. Have each production group use the profit calculation worksheet on the fol-
lowing page to calculate profit. Each production unit (airplane) that meets quality criteria will
be purchased for $2.50. Defective products will be valued at $0. Raw materials (paper) cost
$1.00 per unit. Production equipment (box) costs $25.00 rental. Each team member will be paid
$5.00 in labor cost.