Unlock document.
This document is partially blurred.
Unlock all pages and 1 million more documents.
Get Access

8) Use the information in Table 5.1. Using the bottleneck method, which product should be scheduled
first?
A) Product A
B) Product B
C) Product C
D) Product D
9) Use the information in Table 5.1. Using the bottleneck method, in what sequence should products be
scheduled for production?
A) D, C, B, A
B) D, C, A, B
C) C, D, A, B
D) C, D, B, A
10) Use the information in Table 5.1. Using the bottleneck method, what is the optimal product mix
(consider variable costs only—overhead is not included in this profit calculation)?
A) 71 A, 80B, 80C, 80 D
B) 80A, 72B, 80C, 80D
C) 80A, 80B, 60C, 80D
D) 80A, 80B, 80C, 70D
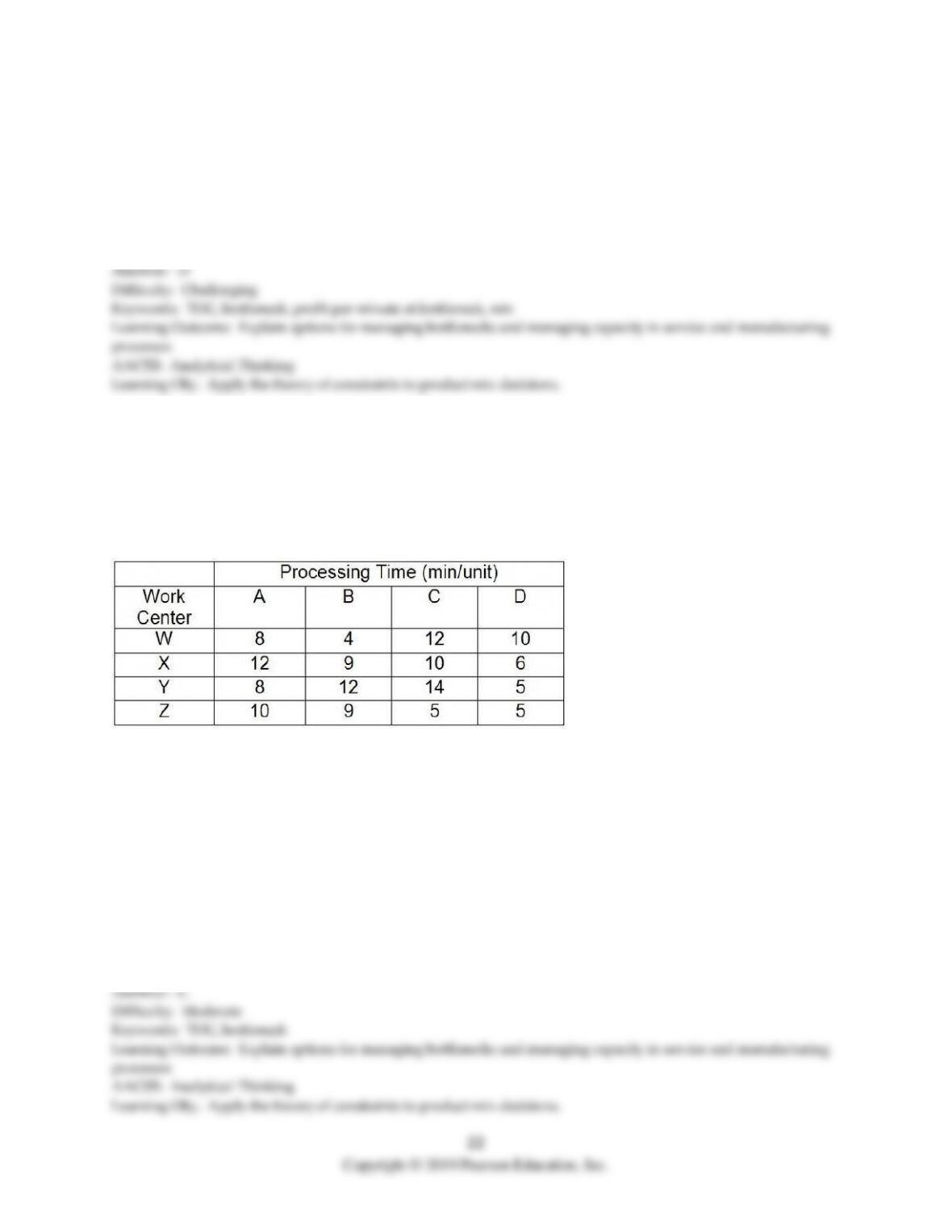
11) Use the information in Table 5.1. Using the bottleneck method, what is the profit if the company
manufactures the optimal product mix (consider variable costs only—overhead is not included in this
profit calculation)?
A) less than or equal to $8,100
B) greater than $8,100 but less than or equal to $8,300
C) greater than $8,300 but less than or equal to $8,500
D) greater than $8,500
Table 5.2
A company makes four products that have the following characteristics: Product A sells for $75 but needs
$20 of materials and $20 of labor to produce; Product B sells for $90 but needs $45 of materials and $20 of
labor to produce; Product C sells for $110 but needs $50 of materials and $30 of labor to produce; Product
D sells for $135 but needs $75 of materials and $40 of labor to produce. The processing requirements for
each product on each of the four machines are shown in the table.
Work centers W, X, Y, and Z are available for 40 hours per week and have no setup time when switching
between products. Market demand is 50 As, 60 Bs, 70 Cs, and 80 Ds per week. In the questions that
follow, the traditional method refers to maximizing the contribution margin per unit for each product, and
the bottleneck method refers to maximizing the contribution margin per minute at the bottleneck for each
product.
12) Use the information in Table 5.2. Which work center is the bottleneck operation?
A) Work Center W
B) Work Center X
C) Work Center Y
D) Work Center Z

13) Use the information in Table 5.2. Using the traditional method, which product should be scheduled
first?
A) Product A
B) Product B
C) Product C
D) Product D
14) Use the information in Table 5.2. Using the traditional method, in what sequence should products be
scheduled for production?
A) A, B, C, D
B) A, C, B, D
C) A, D, B, C
D) D, B, C, A
15) Use the information in Table 5.2. Using the traditional method, what is the optimal product mix?
A) 37 A, 60 B, 70 C, 80 D
B) 50 A, 51 B, 70 C, 80 D
C) 50 A, 60 B, 62 C, 80 D
D) 50 A, 60 B, 70 C, 60 D

16) Use the information in Table 5.2. Using the traditional method, what is the profit if the company
manufactures the optimal product mix (consider variable costs only—overhead is not included in this
profit calculation)?
A) less than or equal to $6,500
B) greater than $6,500 but less than or equal to $6,700
C) greater than $6,700 but less than or equal to $6,900
D) greater than $6,900
17) Use the information in Table 5.2. Using the bottleneck method, which product should be scheduled
first?
A) Product A
B) Product B
C) Product C
D) Product D
18) Use the information in Table 5.2. Using the bottleneck method, in what sequence should products be
scheduled for production?
A) A, D, B, C
B) D, A, B, C
C) A, D, C, B
D) D, A, C, B

19) Use the information in Table 5.2. Using the bottleneck method, what is the optimal product mix?
A) 37 A, 60 B, 70 C, 80 D
B) 50 A, 51 B, 70 C, 80 D
C) 50 A, 60 B, 62 C, 80 D
D) 50 A, 60 B, 70 C, 60 D
20) Use the information in Table 5.2. Using the bottleneck method, what is the profit if the company
manufactures the optimal product mix (consider variable costs only—overhead is not included in this
profit calculation)?
A) less than or equal to $6,500
B) greater than $6,500 but less than or equal to $6,700
C) greater than $6,700 but less than or equal to $6,900
D) greater than $6,900
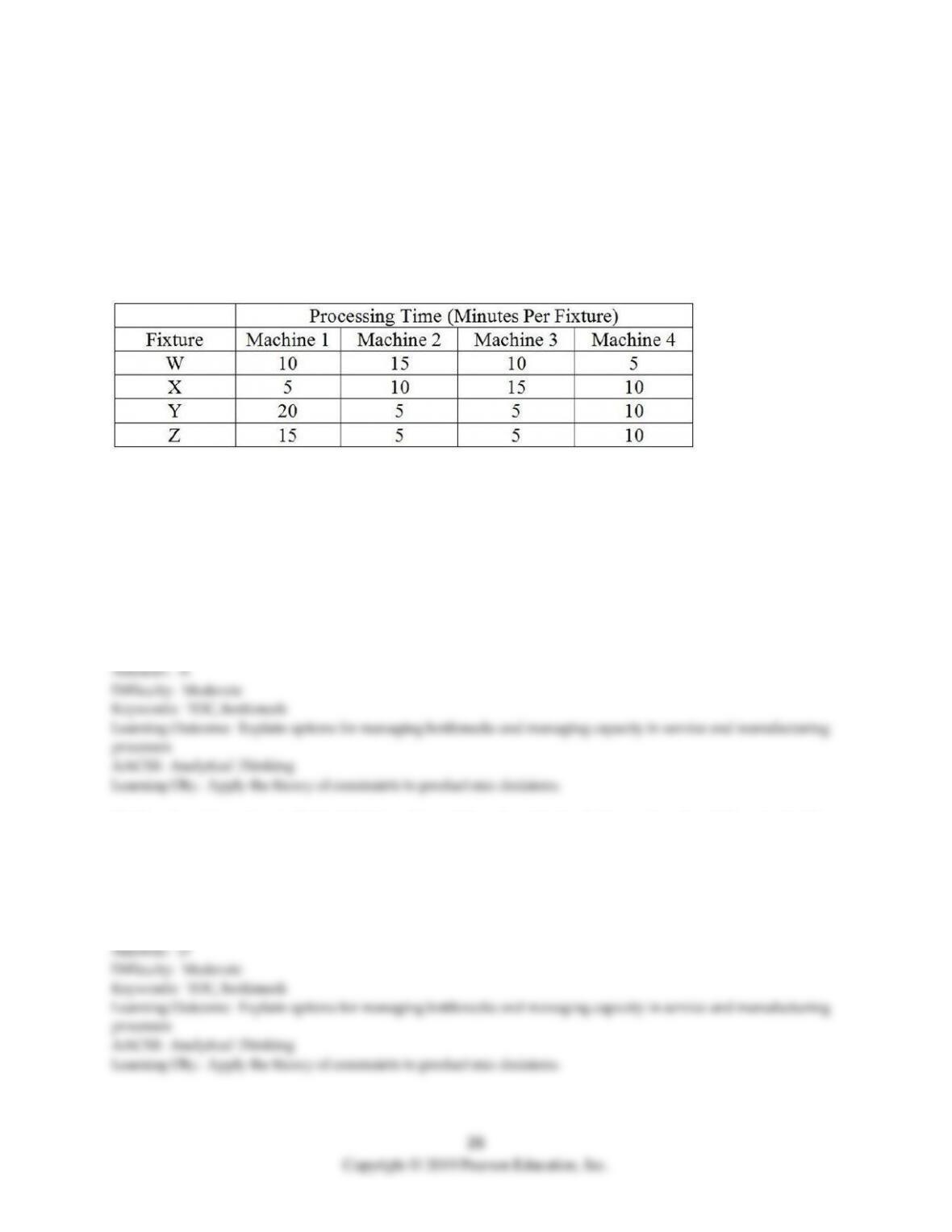
Table 5.3
King Supply makes four different types of plumbing fixtures: W, X, Y and Z. The contribution margins
for these products are: $70 for Product W, $60 for Product X, $90 for Product Y and $100 for Product Z.
Fixed overhead is estimated at $5,500 per week. The manufacture of each fixture requires four machines,
Machines #1, 2, 3 and 4. Each of the machines is available for 40 hours a week and there is no setup time
required when shifting from the production of one product to any other. The processing requirements to
make one unit of each product are shown in the table. Weekly product demand for the next planning
period has been forecasted as follows: 70 Ws, 60 Xs, 50 Ys and 30 Zs.
In the questions that follow, the traditional method refers to maximizing the contribution margin per unit
for each product, and the bottleneck method refers to maximizing the contribution margin per minute at the
bottleneck for each product.
21) Use the information in Table 5.3. Which machine is the bottleneck operation?
A) Machine 1
B) Machine 2
C) Machine 3
D) Machine 4
22) Use the information in Table 5.3. Using the traditional method, which product should be scheduled
first?
A) Fixture W
B) Fixture X
C) Fixture Y
D) Fixture Z

23) Use the information in Table 5.3. Using the traditional method, in what sequence should the fixtures
be scheduled for production?
A) Z, Y, X, W
B) X, W, Z, Y
C) Z, Y, W, X
D) W, X, Y, Z
24) Use the information in Table 5.3. Using the traditional method, what is the optimal product mix?
A) 70 W, 60 X, 90 Y, 100 Z
B) 70 W, 50 X, 50 Y, 30 Z
C) 70 W, 60 X, 47 Y, 30 Z
D) 70 W, 47 X, 50 Y, 30 Z
25) Use the information in Table 5.3. Using the traditional method, what is the profit if King Supply
manufactures the optimal product mix?
A) less than or equal to $10,000
B) greater than $10,000 but less than or equal to $11,000
C) greater than $11,000 but less than or equal to $12,000
D) greater than $12,000

26) Use the information in Table 5.3. Using the bottleneck method, which product should be scheduled
first?
A) Fixture W
B) Fixture X
C) Fixture Y
D) Fixture Z
27) Use the information in Table 5.3. Using the bottleneck method, in what sequence should products be
scheduled for production?
A) Z, Y, X, W
B) X, W, Z, Y
C) Z, Y, W, X
D) X, Y, Z, W
28) Use the information in Table 5.3. Using the bottleneck method, what is the optimal product mix?
A) 70 W, 60 X, 90 Y, 100 Z
B) 70 W, 50 X, 50 Y, 30 Z
C) 70 W, 60 X, 47 Y, 30 Z
D) 70 W, 47 X, 50 Y, 30 Z

29) Use the information in Table 5.3. Using the bottleneck method, what is the profit if Burdell
manufactures the optimal product mix?
A) less than or equal to $10,000
B) greater than $10,000 but less than or equal to $11,000
C) greater than $11,000 but less than or equal to $12,000
D) greater than $12,000
30) Instead of producing products with the highest profit margins, operations managers should focus on
the ________ generated at the ________.
31) The traditional method of determining contribution margin does not consider ________ costs.
32) What is contribution margin for a product? How might it be used to manage the productive resources
on a shop floor?

33) Schmidt Industries makes four different snake traps; the Harlan, the Gaylen, the Leah and the
Matthew. The Harlan sells for $200 and has $40 in parts and $40 in labor; the Gaylen sells for $150 and
requires $30 in parts and $30 in labor; the Leah sells for $100 and has $20 in parts and $20 in labor; and
the Matthew sells for $75 but requires only $10 of parts and $10 of labor. Schmidt Industries has four
machines (we'll call them A, B, C, and D for convenience) that are used in the production of each of these
products. Each of these machines is available for 40 hours a week and there is no setup time required
when shifting from the production of one product to any other. The processing requirements to make one
unit of each product are shown in the table.
Schmidt Industries has monthly fixed costs of $5,000 and has a demand forecast of 80 Harlans, 60
Gaylens, 40 Leahs and 20 Matthews for the coming month. How many of each of the four models should
Susan, the operations manager, schedule for production this month?

5.5 Managing Contraints in Line Processes
1) Line balancing is the assignment of work to stations in a line to achieve the desired output rate with the
smallest number of workstations.
2) Line balancing strives to create workstations so that the capacity utilization for the bottleneck is much
higher than for the other workstations in the line.
3) Line balancing applies only to line processes that do assembly work, or to work that can be bundled in
many ways to create the jobs for each workstation in the line.
4) The balance delay is the amount by which efficiency falls short of 100 percent.
5) To generate the maximum output, the cycle time should be set as the longest elemental task time.

6) Paced lines require that inventory storage areas be placed between stations.
7) A mixed-model line produces several items belonging to the same family.
8) Which of the following statements concerning line balancing is true?
A) The theoretical minimum number of stations must always be fewer than the actual number.
B) The largest number of followers rule assigns (as quickly as possible) those work elements most
difficult to fit into a station.
C) Selecting the cycle time can never have an effect on line efficiency.
D) Increasing the output rate may increase the theoretical minimum number of stations.
9) What is the definition of "theoretical maximum efficiency"?
A) It is the amount by which efficiency falls short of 100 percent.
B) It is the efficiency that could be obtained by a solution that achieves the theoretical minimum number
of stations.
C) It is the maximum time allowed for work on a unit at each station.
D) It is alternatively called the desired output rate.

10) Balance delay could be described as the:
A) amount by which efficiency falls short of 100 percent.
B) efficiency that could be obtained by a solution that achieves the theoretical minimum number of
stations.
C) maximum time allowed for work on a unit at each station.
D) desired output rate.
11) A line balance that is 100% efficient must:
A) be using the minimum cycle time.
B) be using the theoretical minimum number of work stations.
C) also achieve 100% balance delay.
D) be producing the theoretical maximum output.
12) Instead of dividing the total standard time required to assemble each unit by nc to determine the
efficiency of a line balance, you could divide by:
A) the number of workers times the number of stations.
B) the number of tasks plus the number of stations.
C) the sum of the task times plus the sum of the idle times.
D) (1-balance delay).

13) The most controversial aspect of line-flow layout is:
A) the heuristic decision rules in assigning the next work element.
B) the number of models produced.
C) the cycle time.
D) behavioral response.
14) A line that produces several items belonging to the same family is called a:
A) mixed-model line.
B) part family line.
C) group technology line.
D) cellular line.
15) Which one of the following statements about line balancing is best?
A) If a precedence relationship exists between A and B, they cannot be assigned to the same station.
B) If the desired output rate increases, the cycle time also tends to increase.
C) The theoretical minimum number of stations can never be achieved, hence the name "theoretical."
D) If a line's balance delay is minimized, its efficiency is maximized.
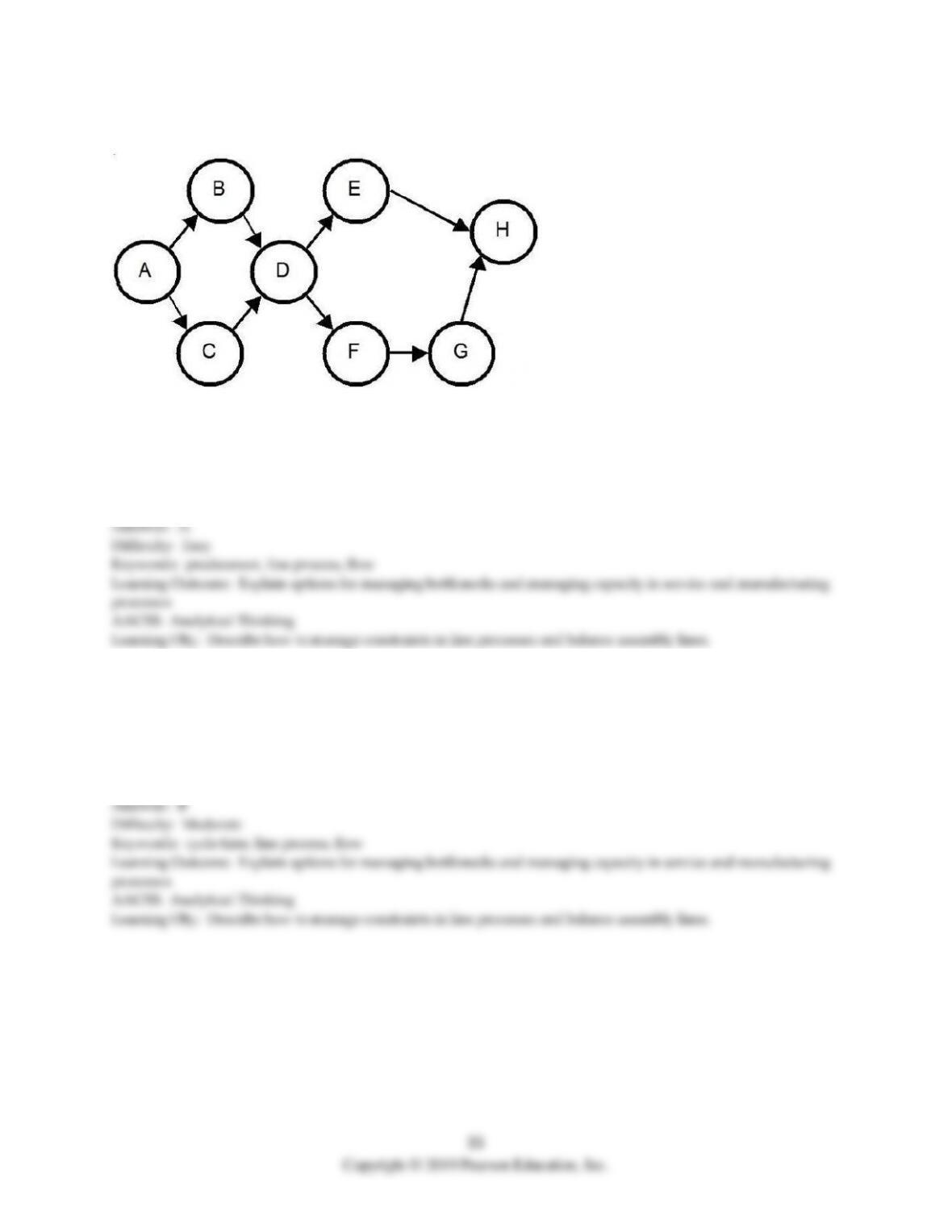
Figure 5.4
16) Use the information in Figure 5.4. What are the required predecessors of activity H?
A) E & G
B) A through F, including E
C) Activity H has no required predecessors.
D) D
17) Use the information in Figure 5.4. If each task has a work time of one minute, what is the theoretical
minimum cycle time?
A) There is no minimum cycle time.
B) 1 minute
C) 8 minutes
D) The cycle time cannot be determined with the information given.

18) Use the information in Figure 5.4. If each task has a work time of one minute and there are 480 work
minutes in a day, what is the task assignment at the fourth workstation if maximum output is desired?
A) A
B) B
C) C
D) D
19) Use the information in Figure 5.4. If each task has a work time of one minute and there are 8 hours in
a day, what is the task assignment at the first station if 160 units should be produced each day?
A) A, B, C, D
B) H, G, F, E
C) A, B, C
D) H, G, F
20) Use the information in Figure 5.4. If each task has a work time of one minute and there are 8 hours in
a day, what is the minimum number of stations if 240 units should be produced each day?
A) one
B) two
C) three
D) four

Table 5.4
The Superior Management Company assembles muffalettas in The Big Easy. The steps to making a world
class sandwich and the time required (in seconds) for each step are shown in the table.
Work
Element
Time
(sec)
Immediate
Predecessor(s)
A
45
--
B
120
A
C
70
A
D
95
B
E
20
C
F
40
B
G
60
D,E
H
55
F
I
100
G
J
150
H, I
21) Customers demand muffalettas at the rate of 20 sandwiches per hour. Use the information in Table 5.4
to determine the cycle time that will meet this level of demand.
A) 100 seconds
B) 120 seconds
C) 180 seconds
D) 240 seconds
22) Customers demand muffalettas at the rate of 20 sandwiches per hour. Use the information in Table 5.4
to determine how many workstations are needed to balance this line to maximum efficiency.
A) 4
B) 5
C) 6
D) 7








