
Operations Management: Processes and Supply Chains, 12e (Krajewski)
Chapter 5 Constraint Management
5.1 The Theory of Constraints
1) A bottleneck is an operation that has the lowest effective capacity of any operation in the process.
2) The process with the least capacity is called a bottleneck if its output is less than market demand.
3) Constraints at any step causes imbalance in the capacity of a process. As a result, the overall
performance of a system is affected which in turn leads to low customer satisfaction and loss of money
even with high sales level.
4) The Theory of Constraints method is also referred to as the drum-buffer-rope method.

5) Any system composed of resources that are operating at maximum output will, by definition, have
maximum output for the entire system.
6) The first step in applying the Theory of Constraints is to identify the constraint.
7) Lanny discovers that the bottleneck is the riveting machine so he schedules all production around
when that machine is available. This is an example of elevating the constraint in the five-step constraint
management process.
8) The focus for a process improvement exercise should be on balancing:
A) flow.
B) capacity.
C) workload.
D) time.

9) Consider consecutive processes A-B–C, where process A has a capacity of 20 units per hour, process B
has a capacity of 25 units per hour, and process C has a capacity of 30 units per hour. Where would an
operations manager want any inventory?
A) in front of process A
B) in front of process B
C) in front of process C
D) Inventory should not exist anywhere.
10) Use the process flow diagram to determine which of these events has the greatest net benefit.
A) reducing the flow time at Station A from 8 to 7 minutes
B) increasing the capacity at Station B to 8 units per hour
C) increasing the capacity at Station C to 7 units per hour
D) reducing the flow time at Station D from 9 to 8 minutes
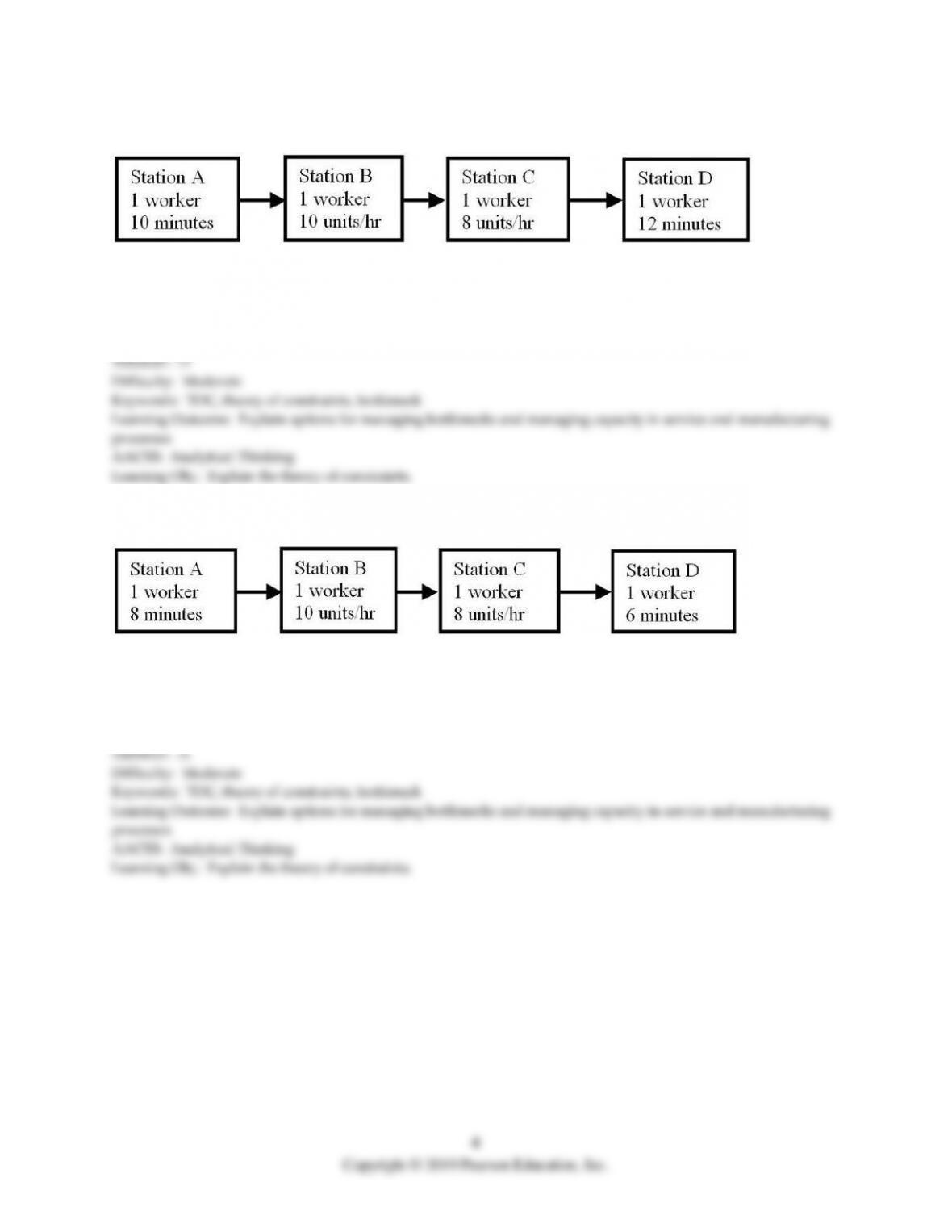
11) Use the process flow diagram to determine which of these events has the greatest net benefit.
A) reducing the flow time at Station A from 10 to 8 minutes
B) increasing the capacity at Station B to 12 units per hour
C) increasing the capacity at Station C to 10 units per hour
D) reducing the flow time at Station D from 12 to 10 minutes
12) Use the process flow diagram to determine which of these events has the greatest net benefit.
A) reducing the flow time at Station A from 8 to 7 minutes
B) increasing the capacity at Station B to 12 units per hour
C) increasing the capacity at Station C to 9 units per hour
D) reducing the flow time at Station D from 6 to 5 minutes

13) Work should be released into the system when:
A) a customer order is received.
B) the first step in the process is idle.
C) a customer order is completed.
D) the bottlenecks need work.
14) The second step in Theory of Constraints application, “exploit the bottleneck(s),” means that the
analyst should:
A) create a schedule that maximizes the throughput of the bottlenecks.
B) repeat the analysis process to look for other bottlenecks.
C) consider increasing capacity of the bottleneck.
D) schedule non-bottleneck resources to support the bottleneck.
15) The third step in Theory of Constraints application, “subordinate all other decisions to Step 2,” means
that the analyst should:
A) wait for authorization before proceeding with any system-wide changes.
B) schedule non-bottleneck resources to support the bottleneck schedule.
C) seek to increase capacity of only the bottleneck resources.
D) seek to increase capacity of both the bottleneck and non-bottleneck resources.

16) The fourth step in Theory of Constraints application, “elevate the bottleneck(s),” means that the
analyst should:
A) create a schedule that maximizes the throughput of the bottlenecks.
B) repeat the analysis process to look for other bottlenecks.
C) consider increasing capacity of the bottleneck.
D) schedule non-bottleneck resources to support the bottleneck.
17) The fifth step in Theory of Constraints application, “do not let inertia set in,” means that the analyst
should:
A) create a schedule that maximizes the throughput of the bottlenecks.
B) repeat the analysis to identify and manage new set of constraints.
C) consider increasing capacity of the bottleneck.
D) schedule non-bottleneck resources to support the bottleneck.
18) Any factor that limits the performance of a system and restricts its output is a(n) ________.
19) ________ is the maximum rate of output of a process or a system.

20) A(n) ________ is an operation that has the lowest effective capacity of any operation in the process,
and thus limits the system‘s output.
21) According to the Theory of Constraints, all the money invested in a system in purchasing things that
it intends to sell is ________.
22) The wages paid to workers on the line are categorized as ________ in the Theory of Constraints.
23) Explain why a bottleneck limits system output.

24) What are five of the seven key principles of the Theory of Constraints?
Answer: The principles of TOC are:
The focus should be on balancing flow, not on balancing capacity.
Maximizing the output and efficiency of every resource may not maximize the throughput of the entire
system.
An hour lost at a bottleneck or a constrained resource is an hour lost for the whole system. In contrast, an
hour saved at a nonbottleneck resource is a mirage because it does not make the whole system more
productive.
25) Describe a process from your own personal experience at home or work that suffers from a lack of
sufficient throughput. Apply the first four TOC steps to address the situation, assuming you have
complete authority to do so.

5.2 Managing Bottlenecks in Service Processes
1) There are three consecutive steps in a customer service process. The first two steps are each capable of
serving 25 customers per hour while the third step can process only 20 customers per hour. Which of the
following statements regarding this system is true?
A) The entire system is capable of processing 25 customers per hour.
B) There are floating bottlenecks in the system.
C) If the first two steps are run at full capacity, then the third step has a waiting line.
D) The first and second steps are bottlenecks for the system.
2) Use the information in Figure 5.1. What is the throughput time for the A-B-C-E process route?
A) 17 minutes
B) 27 minutes
C) 21 minutes
D) 19 minutes

3) Use the information in Figure 5.1. What is the throughput time for the A-B-D-E process route?
A) 17 minutes
B) 27 minutes
C) 21 minutes
D) 19 minutes
4) Use the information in Figure 5.1. What is the capacity for the A-B-C-E process route?
A) 10 students per hour
B) 6 student per hour
C) 3.5 students per hour
D) 2.9 students per hour
5) Use the information in Figure 5.1. What is the capacity for the A-B-D-E process route?
A) 10 students per hour
B) 6 student per hour
C) 3.5 students per hour
D) 2.9 students per hour

6) Use the information in Figure 5.1. If 60% of the students are routed to C and 40% are routed to D, what
is the average capacity per hour for the process?
A) 10 students per hour
B) 6.5 student per hour
C) 8 students per hour
D) 8.4 students per hour
7) Use the information in Figure 5.1. Where would you expect student wait times to occur?
A) D only
B) B, C and D
C) A only
D) E only
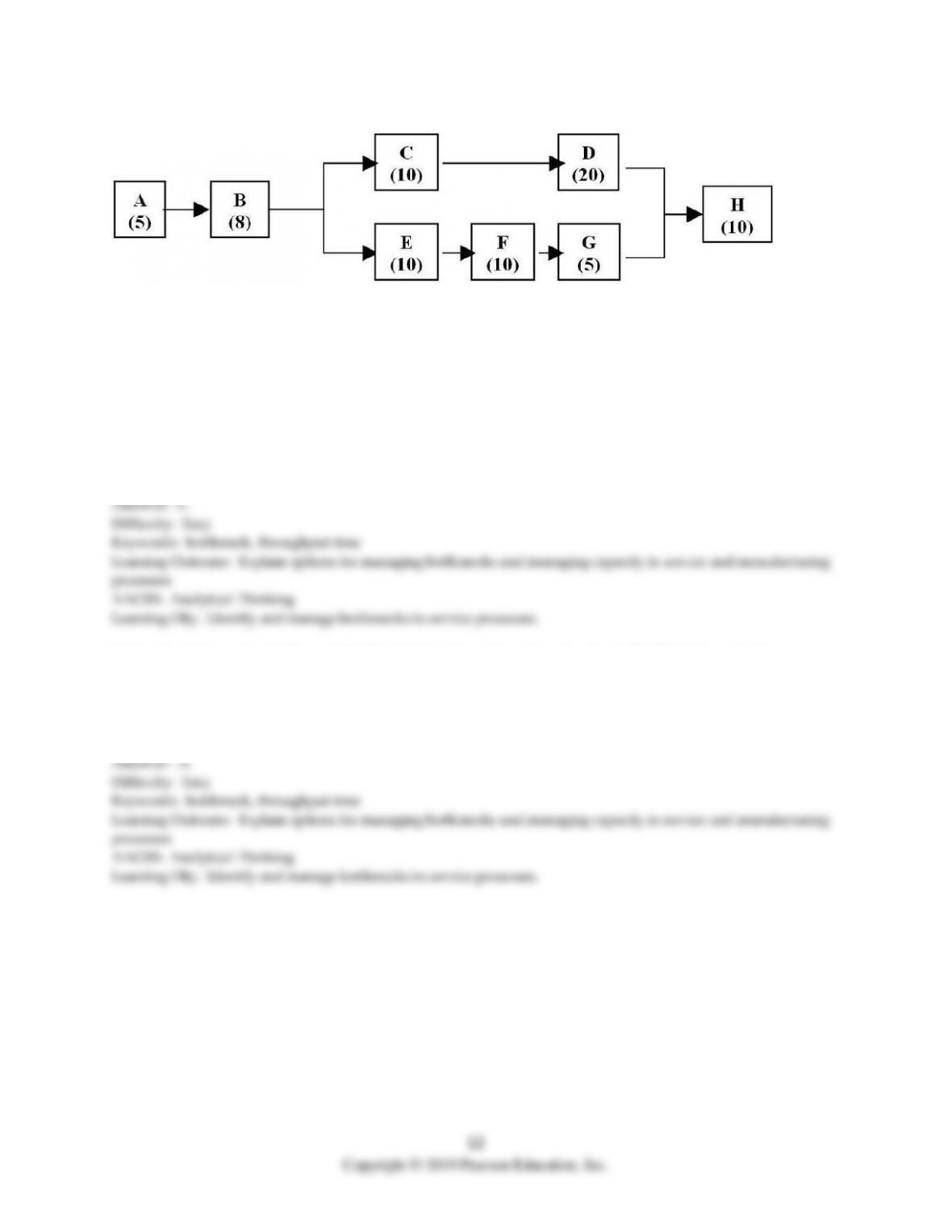
Figure 5.2
The figure above shows the process for customers arriving at Pierre’s Spa and Salon. After signing in,
customers are routed to different locations in the Spa for the two different services provided. The
numbers in parentheses are the time in minutes for each step of the process.
8) Use the information in Figure 5.2. What is the throughput time for the A-B-C-D-H routing?
A) 48 minutes
B) 30 minutes
C) 53 minutes
D) 23 minutes
9) Use the information in Figure 5.2. What is the throughput time for the A-B-E-F-G-H routing?
A) 48 minutes
B) 30 minutes
C) 53 minutes
D) 23 minutes
10) Use the information in Figure 5.2. What is the process bottleneck?
A) H
B) B
C) C
D) D
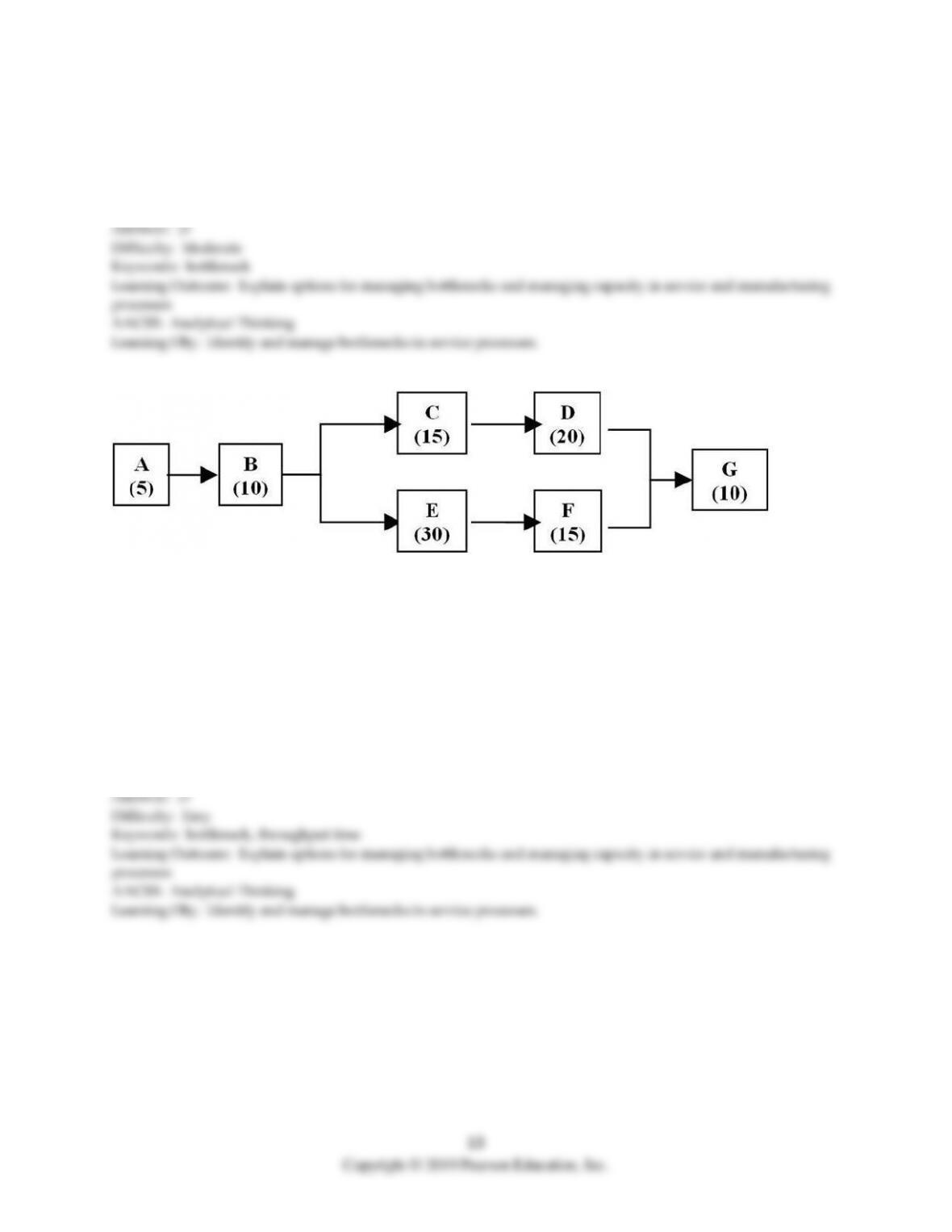
Figure 5.3
The figure above shows the process for customers arriving at Hobbies Unlimited for several advertised
crafts demonstrations. After signing in, customers are routed to different locations in the store for the two
different programs provided. The numbers in parentheses are the time in minutes for each step of the
process.
11) Use the information in Figure 5.3 What is the throughput time for the A-B-C-D-G routing?
A) 25 minutes
B) 70 minutes
C) 105 minutes
D) 60 minutes

12) Use the information in Figure 5.3. What is the throughput time for the A-B-E-F-G routing?
A) 25 minutes
B) 70 minutes
C) 105 minutes
D) 60 minutes
13) Use the information in Figure 5.3. How many customers can be processed through the A-B-C-D-G
routing during a 4-hour evening session?
A) 48
B) 24
C) 32
D) 12
14) Use the information in Figure 5.3. How many customers can be processed through the A-B-E-F-G
routing during a 4-hour evening session?
A) 8
B) 24
C) 12
D) 32
15) ________ is the total time taken from the start to the finish of a process.

16) Variability of a firm’s workload may create ________.
17) What are two ways a process manager can identify a bottleneck in a service or manufacturing
process? If you were in a manufacturing firm, what physical cues would signal a bottleneck?
5.3 Managing Bottlenecks in Manufacturing Processes
1) A bottleneck process has the lowest capacity and the longest total time from the start to the finish.
2) A competent operations manager should first eliminate all of the bottlenecks from the process.
3) Short term capacity planning should be driven by identification and management of bottlenecks.

4) The key to preserving bottleneck capacity is to watch them carefully and keep them as busy as
practical.
5) In a drum-buffer-rope system, the lot size that moves from one work center to another for additional
processing is a(n):
A) process batch.
B) operations batch.
C) transfer batch.
D) rope batch.
6) The process batch at the constraint in a drum-buffer-rope system should be:
A) the same size as that at any non-constraint.
B) the same size as the transfer batch.
C) of such a size as to maximize the number of setups for the constraint.
D) of such a size as to improve utilization of the constraint.
7) Which statement about transfer batch sizes is best?
A) Transfer batches are the same size as process batches when arriving at a bottleneck.
B) Transfer batches are the same size as process batches when departing from a bottleneck.
C) Transfer batches are a convenient way to increase lead time.
D) Transfer batches can be as small as one unit.

8) Which statement about process batches is best?
A) One or more transfer batches may combine at the constrain buffer to form a process batch.
B) A process batch is used to maximize setups at the bottleneck.
C) A process batch must be greater than or equal to market demand.
D) Process batches are used to increase lead time.
9) ________ is a planning and control system that regulates the flow of work-in-process materials at the
bottleneck or the capacity constrained resource in a productive system.
10) Every time a manufacturer uses one resource, they make a lot size of 300. Once a group of 30 units are
completed, they are taken to the next step in the process. The lot of 300 is the ________ and the group of
30 is the ________.

11) What is a Drum–Buffer-Rope system for planning and control?
Answer: Drum-Buffer-Rope (DBR) is a planning and control system based on the theory of constraints
that is often used in manufacturing firms to plan and schedule production. It works by regulating the
flow of work-in-process materials at the bottleneck or the capacity constrained resource (CCR). The
bottleneck schedule is the drum because it sets the beat or the production rate for the entire plant and is
5.4 Applying the Theory of Constraints to Product Mix Decisions
1) Managers should produce products with the highest contribution margins or unit sales, provided they
have market demand for them.
2) A firm’s actual throughput and profit depend more on the contribution margin generated at the
bottleneck than by the contribution margin of each individual product produced.
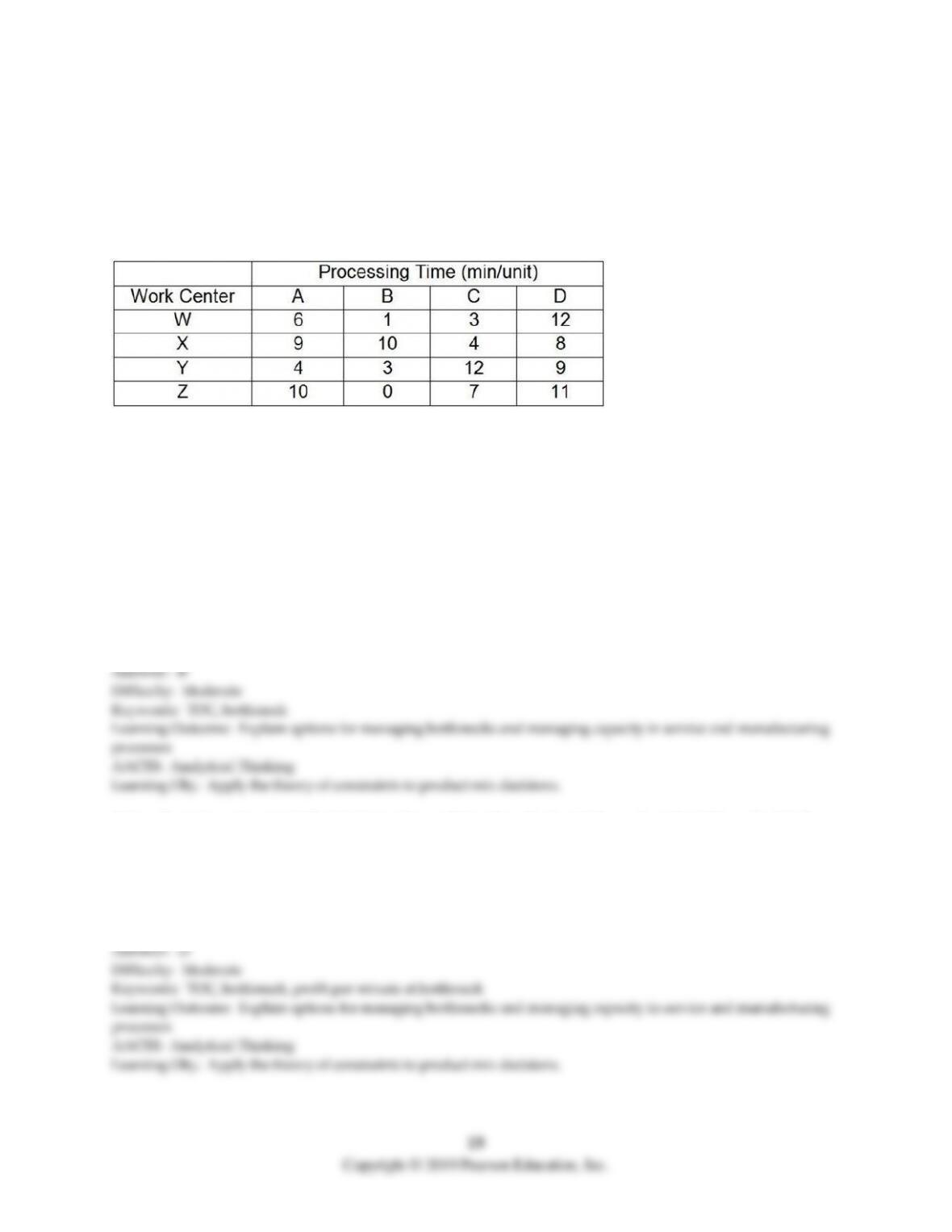
Table 5.1
A company makes four products that have the following characteristics: Product A sells for $50 but needs
$10 of materials and $15 of labor to produce; Product B sells for $75 but needs $30 of materials and $15 of
labor to produce; Product C sells for $100 but needs $50 of materials and $30 of labor to produce; Product
D sells for $150 but needs $75 of materials and $40 of labor to produce. The processing requirements for
each product on each of the four machines are shown in the table.
Work centers W, X, Y, and Z are available for 40 hours per week and have no setup time when switching
between products. Market demand for each product is 80 units per week. In the questions that follow, the
traditional method refers to maximizing the contribution margin per unit for each product, and the
bottleneck method refers to maximizing the contribution margin per minute at the bottleneck for each
product.
3) Use the information in Table 5.1. Which work center is of greatest concern to the operations manager?
A) Work Center W
B) Work Center X
C) Work Center Y
D) Work Center Z
4) Use the information in Table 5.1. Using the traditional method, which product should be scheduled
first?
A) Product A
B) Product B
C) Product C
D) Product D

5) Use the information in Table 5.1. Using the traditional method, in what sequence should products be
scheduled for production?
A) D, C, B, A
B) D, B, A, C
C) C, D, A, B
D) C, D, B, A
6) Use the information in Table 5.1. Using the traditional method, what is the optimal product mix
(consider variable costs only—overhead is not included in this profit calculation)?
A) 71 A, 80B, 80C, 80 D
B) 80A, 72B, 80C, 80D
C) 80A, 80B, 60C, 80D
D) 80A, 80B, 80C, 70D
7) Use the information in Table 5.1. Using the traditional method, what is the profit if the company
manufactures the optimal product mix (consider variable costs only—overhead is not included in this
profit calculation)?
A) less than or equal to $8,100
B) greater than $8,100 but less than or equal to $8,300
C) greater than $8,300 but less than or equal to $8,500
D) greater than $8,500