
Operations Management: Processes and Supply Chains, 12e (Krajewski)
1) Capacity is the maximum rate of output of a process.
2) Capacity can be expressed by output or input measures.
3) Input measures of capacity are inherently more accurate than output measures of capacity.
4) Utilization is the degree to which equipment, space, or labor is currently being used.
5) One reason economies of scale drive down cost is the spreading of fixed costs.

6) Diseconomies of scale is a concept that states that the average unit cost of a service or good can be
reduced by increasing its output rate.
7) Long-term capacity plans deal with:
A) investments in new facilities.
B) workforce size.
C) inventories.
D) overtime budgets.
8) Long-term capacity decisions that confront managers include all of the following except:
A) capital equipment.
B) additional land.
C) buildings.
D) workforce size.
9) Regarding the measurement of capacity, when a firm provides a relatively small number of
standardized products and services:
A) capacity cannot be determined reliably.
B) input measures are typically used.
C) output measures are typically used.
D) utilization becomes equal to capacity.

10) One of the many steps in the production of toothpaste is to screw the caps on the tubes, which is still a
manual process, performed by one man, Mr. Bucket. Which statement about this situation is best?
A) This is most appropriate for an output measure of capacity.
B) This is most appropriate for an input measure of capacity.
C) Utilization of the worker at this process step cannot be measured as it is a manual process.
D) In this case, the capacity of this step is not the maximum rate of output.
11) Input measures include such metrics as:
A) the number of customers served per hour.
B) the number of trucks produced per day.
C) the number of machine hours available.
D) the number of bills processed in a week.
12) The degree to which equipment, space, or labor is being used is commonly referred to as:
A) capacity.
B) output.
C) utilization.
D) cushion.

13) Although the fire marshal had declared the capacity of the classroom at 45 students, the introduction
to operations management class was so popular, the average attendance was 55 students, literally
standing room only. Shouts of “You the man!” accompanied the successful solution of problems such as
this: What is the utilization of the operations management professor?
A) 122%
B) 100%
C) 55 students
D) 45 students
14) Although the fire marshal had declared the capacity of the classroom at 55 students, the introduction
to operations management class was so popular, the average attendance was 75 students, literally
standing room only. Squeals of excitement accompanied the successful solution of problems such as this:
What is the utilization of the operations management professor?
A) 100%
B) 136%
C) 75
D) 55
15) The test bank author abandoned his teaching duties when he was in the zone working on a test bank.
Normally scheduled to teach nine hours per week during the semester, he generally made his way to one
three hour class a week, one where his students could propose devious problems that were sure to
confound generations of test takers. What is the test bank author‘s utilization for his teaching duties?
A) three hours
B) nine hours
C) 33%
D) 300%

16) A manufacturing plant is capable of producing 10 tons of product per day when it runs three shifts
with no breakdowns and plenty of raw materials. Over the past week, the plant has produced an average
of 7.3 tons per day because the third shift has devoted much of their time to preventive maintenance.
What is the utilization of the plant?
A) 10 tons/day
B) 7.3 tons/day
C) 137%
D) 73%
17) A manufacturing plant is capable of producing 10 tons of product per day when it runs three shifts
with no breakdowns and plenty of raw materials. Over the past week, the plant has produced an average
of 7.3 tons per day since the third shift has devoted much of their time to preventive maintenance. What
is the capacity of the plant?
A) 10 tons/day
B) 7.3 tons/day
C) 73%
D) 137%
18) The transition from economies of scale to diseconomies of scale:
A) is more likely to occur in a service operation.
B) is more likely to occur in a manufacturing operation.
C) is more likely to occur when utilization is low.
D) contains the point at which average unit costs are at their lowest.

19) ________ is the maximum rate of output for a process.
20) Capacity decisions should be linked closely to ________ and ________ throughout the organization.
21) ________ is the degree to which equipment, space, or labor is currently being used.
22) The ________ concept states that the average unit cost of a service or good can be reduced by
increasing its output rate.
23) ________ occurs when the average cost per unit increases as the facility’s size increases.

24) Define utilization and give a service process example of it.
25) Discuss the relationship between setup time and utilization.
26) Give four principal reasons economies of scale can occur when output increases. Provide examples of
each for a service firm.

27) Lucy’s Pancake House, a no-frills diner along a major interstate, has discovered that if precious
employee time is not wasted on frivolous duties such as cleaning work surfaces, properly storing
ingredients, and pest control, they can achieve an average output rate of 25 customers per hour. If the
diner was designed to accommodate a maximum of 30 customers per hour, what is the utilization?
28) The seven-person maintenance function at a hospital performs both preventive and corrective
maintenance on hundreds of items each month. All the workers are scheduled for 40 hours per week and
there are four weeks in a month. It is the goal of the maintenance department to achieve 90% utilization
with a mix of two-thirds preventive maintenance and one-third corrective maintenance. How many
hours each month are spent performing corrective maintenance if they achieve their 90% utilization and
correct/preventive mix targets?

29) The seven-person maintenance function at a hospital performs both preventive and corrective
maintenance on hundreds of items each month. All the workers are scheduled for 40 hours per week and
there are four weeks in a month. It is the goal of the maintenance department to achieve 90% utilization
with a mix of two-thirds preventive maintenance and one-third corrective maintenance. How many
hours each month are spent performing preventive maintenance if they achieve their 90% utilization and
correct/preventive mix targets?
1) A capacity cushion is the amount of inventory that a firm maintains to handle sudden increases in
demand or temporary loss of production capacity.
2) A larger capacity cushion may be required due to variation in demand, changing product mix, or
supply uncertainty.

3) A smaller capacity cushion may be preferred if a process is highly capital intensive.
4) A larger capacity cushion can help firms uncover process inefficiencies, so they can find ways to
correct them.
5) Capacity cushions may be lowered if companies smooth the output rate by raising prices when
inventory is low and decreasing prices when it is high.
6) An expansionist capacity strategy involves large, infrequent jumps in capacity, where a wait-and-see
strategy involves smaller, more frequent jumps.
7) A wait-and-see capacity strategy minimizes the chances of lost sales due to insufficient capacity.

8) A firm may preempt the expansion of competitive firms by using an expansionist capacity strategy and
announcing a large capacity expansion.
9) An expansionist capacity strategy minimizes the risks of overexpansion due to overly optimistic
demand forecasts.
10) Large, infrequent jumps in capacity are characteristic of companies that:
A) have an expansionist strategy.
B) have a wait-and-see strategy.
C) have low utilization.
D) have high utilization.
11) Which one of the following factors usually motivates a smaller capacity cushion?
A) unevenly distributed demands
B) high capital intensity
C) high penalty costs for overtime usage
D) requests for quick customer services

12) Which one of the following factors usually calls for a larger capacity cushion?
A) uncertain demand
B) high capital intensity
C) more reliable equipment
D) high worker flexibility
13) Which one of the following statements about capacity cushions is best?
A) Companies with flexible flow processes tend to have small capacity cushions.
B) Companies with high capital costs tend to have large capacity cushions.
C) Companies that have considerable customization tend to have larger capacity cushions.
D) Constant demand rates require larger-capacity cushions.
14) Which one of the following statements concerning capacity cushions is best?
A) Large capacity cushions are used more often when future demand is level and known.
B) Small capacity cushions are preferred in capital intensive firms.
C) Capacity cushions are used primarily in manufacturing organizations, not in service organizations.
D) Small cushions are used in organizations where the products and services produced often change.

15) If a system is well balanced, which one of the following changes usually calls for a larger capacity
cushion?
A) higher capital intensity
B) higher worker flexibility
C) requests for fast delivery times
D) higher inventories
16) It takes a service rep an average of two minutes to take a customer’s information. Over the course of a
work week, the rep handles 160 calls a day during her eight hour shift. What is the service rep’s capacity
cushion?
A) 20%
B) 33%
C) 50%
D) 67%
17) It takes a service rep an average of two and a half minutes to take a customer’s information. Over the
course of a work week, the rep handles 160 calls a day during her eight hour shift. What is the service
rep’s capacity cushion?
A) 16%
B) 33%
C) 50%
D) 66%

18) An expansionist capacity strategy:
A) lags behind demand.
B) reduces the risk of overexpansion based on overly optimistic demand forecasts.
C) can preempt expansion by competitors by announcing a large capacity expansion.
D) meets capacity shortfalls with overtime, temporary workers, subcontracting, and stockouts.
19) A wait-and-see capacity strategy:
A) involves small, frequent jumps in capacity.
B) minimizes the chance of lost sales due to insufficient capacity.
C) can result in economies of scale and a fast rate of learning, yielding reduced manufacturing costs.
D) stays ahead of demand.
20) ________ is the amount of reserve capacity that a firm maintains to handle a sudden increase in
demand or temporary losses of production capacity.
21) If demand is increasing, and you also prefer to increase the time between capacity increments, then
the size of increments should ________.

22) What factors should be considered when selecting the appropriate capacity cushion? How does the
choice of capacity cushion relate to other decisions in operations management? To other functional areas?
23) Define each of the following capacity strategies: expansionist, wait-and-see, and follow-the-leader.
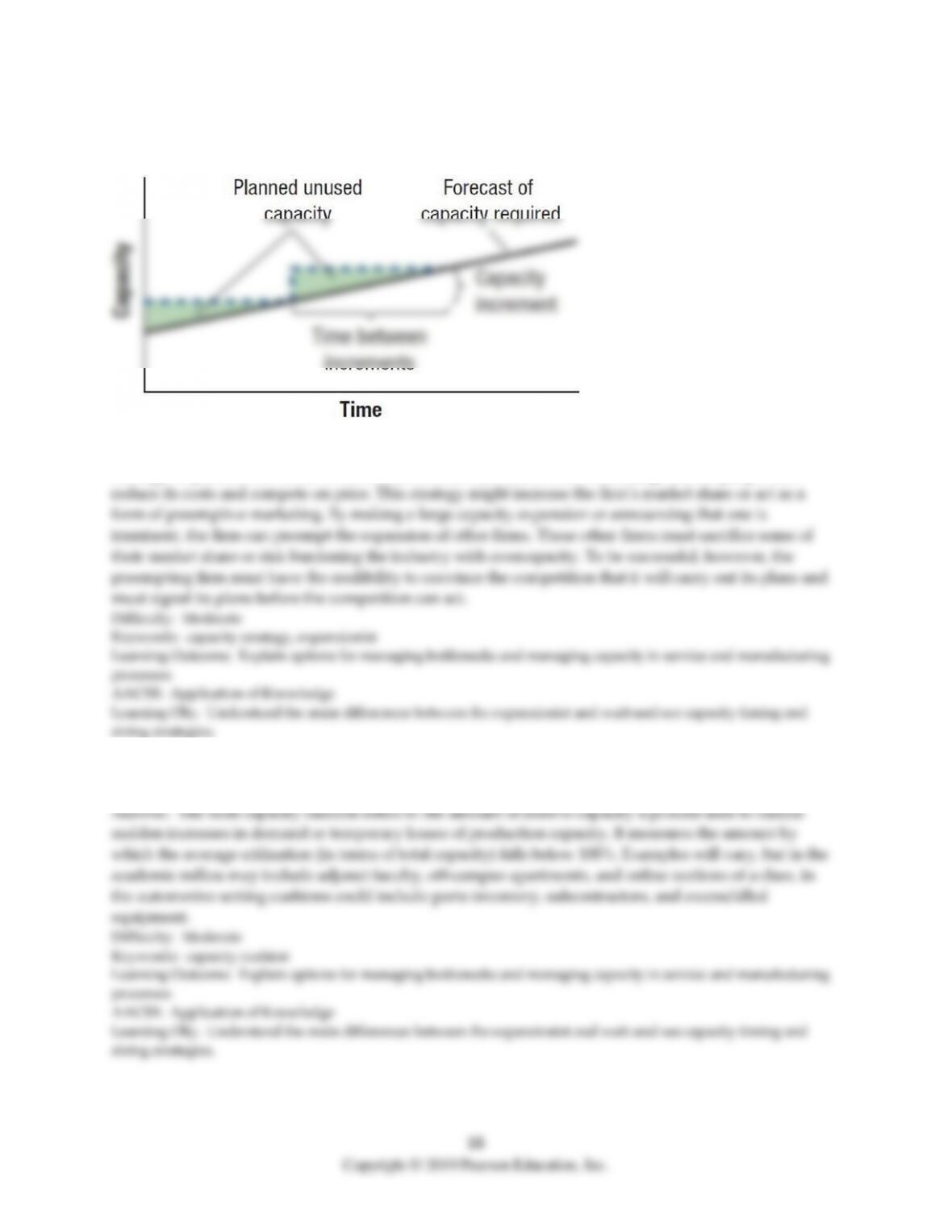
24) Depict the expansionist strategy graphically as a plot of capacity against time and discuss the benefits
of adopting this strategy.
Answer:
The expansionist means large, infrequent jumps in capacity. Several factors favor the expansionist
strategy. Expansion can result in economies of scale and a faster rate of learning, thus helping a firm
25) What is a capacity cushion? Provide examples of capacity cushions in a university setting and an
automotive producer.

4.3 A Systematic Approach to Long-Term Capacity Decisions
1) A process’s capacity requirement states the future process capacity needed to meet projected customer
demands, and includes an allowance for the desired capacity cushion.
2) A planning horizon is defined as the set of consecutive time periods considered for planning purposes.
3) Output measures are used for estimating capacity requirements when product variety and process
divergence are high.
4) Kristen made a batch of chocolate chip cookie dough and then had to clean the utensils and mixing
bowl before she made a batch of oatmeal raisin cookie dough. The time spent cleaning the bowl and
utensils is an example of setup time.

5) As the desired capacity cushion increases, the processing hours required for a year‘s demand decrease.
6) The capacity requirement for a year’s output is inversely proportional to the total number of hours
available from a single capacity unit per year.
7) Cash flow is the difference between the flows of funds into and out of an organization over a period of
time.
8) When a firm makes a long-term capacity decision, selecting the base case alternative means doing
nothing and losing orders from any demand that exceeds current capacity, or incurring costs due to
excess capacity.

9) The time required to change a machine from making one product or service to the next is called:
A) cycle time.
B) setup time.
C) queue time.
D) hold time.
10) A well-educated operations manager used the capacity requirements equation to determine the
number of crackerbox welders to purchase for the shop, given the standard time per unit, hours available
per machine, among other relevant parameters. He studied the answer, 12.6, and concluded that:
A) he had made a mistake, since it isn’t possible to purchase a fractional welder.
B) he needed to decrease his desired capacity cushion to bring him up to an even thirteen welders.
C) he should buy twelve welders and spend 50% more time per part to reach the 12.6 figure.
D) he should buy twelve welders and use all of them at 5% overtime to achieve the necessary output.
11) A well-educated operations manager used the capacity requirements equation to determine the
number of crackerbox welders to purchase for the shop, given the standard time per unit, hours available
per machine, among other relevant parameters. He studied the answer, 2.2, and concluded that:
A) he had made a mistake, since it isn’t possible to purchase a fractional welder.
B) he needed to decrease his desired capacity cushion to bring him up to exactly three welders.
C) he should buy two welders and authorize 10% overtime to reach the 2.2 figure.
D) he should buy two welders and reduce the time per part by 10% to reduce the capacity need to two
welders.

12) The single milling machine at Stout Manufacturing was severely overloaded last year. The plant
operates eight hours per day, five days per week, and 50 weeks per year. Management prefers a capacity
cushion of 15 percent. Two major types of products are routed through the milling machine. The annual
demand for product A is 3,000 units and 2,000 units for product B. The batch size for A is 20 units and 40
units for B. The standard processing time for A is 0.5 hours/unit and 0.8 hours/unit for B. The standard
setup time for product A is 2 hours and 8 hours for product B. How many new milling machines are
required if Stout does not resort to any short-term capacity options?
A) no new machines
B) 1 or 2 new machines
C) 3 or 4 new machines
D) more than 4 new machines
Table 4.1
The Union Manufacturing Company is producing two types of products: A and B. The demand forecasts,
batch size, and time standards follow:
Product A
Product B
Demand forecast (units/yr)
1,000
4,000
Batch size (units/batch)
20
10
Processing time (hr/unit)
3.2
4.5
Setup time (hr/batch)
10
20
Both products are produced on the same machine, called Mark I.
13) Using Table 4.1, what is the total number of hours required of Mark I equipment for the next year?
A) fewer than 29,000 hours
B) between 29,000 and 30,000 hours
C) between 30,000 and 31,000 hours
D) more than 31,000 hours